
摘要: 介绍了Lyocell纤维的性能和纺纱工艺。Lyocell纤维属于环保型纤维,其织物穿着舒适、无毒害。Lyocell纤维成纱毛羽较多,成纱单强CV值偏高,细纱吸棉管容易堵塞,造成大量断头。Lyocell纤维纺纱时,应根据Lyocell纤维的特点,采取相应的技术措施,重点控制成纱毛羽,生产中温湿度对Lyocell纤维的纺纱性能影响也较大。
Lyocell纤维是近年来兴起的新型环保型绿色纤维,采用可再生的棉浆或木浆为原料,在纤维成形工艺中采用新溶剂氧化胺取代严重污染的二硫化碳等,在纤维的纺丝过程中无污染,在纤维的穿着过程中也无污染。
Lyocell纤维性能独特,具有高强低伸、高湿模量、干湿强度接近的特点。Lyocell纤维除具有一般天然纤维的特点外,还具有良好的吸湿性,其织物吸湿透气,具有丝绸般的外观,穿着舒适,对人体无污染、无毒害。为开拓该产品的高端市场,我公司最近开发了Lyocell 6.5 tex纯纺纬纱。现针对其纺纱情况作以介绍。
1原料性能
选用奥地利Lenzing(兰精)公司的Lyocell纤维,规格为1.43 dtex×38 mm。其主要质量指标:细度为1.364 dtex,平均长度为36.2 mm,干态断裂强度为4.48 cN/dtex,干态断裂伸长为19.6%,比电阻为7.81×108Ω•cm,含油率为0.32%,回潮率为10.43%,纤维卷曲较少。
2纺纱工艺流程
A002型抓棉机→A035型混开棉机→A036C型梳针开棉机→A092型双棉箱给棉机→A076型单打手成卷机→1181型梳棉机→FA311型并条机(2道)→A454型粗纱机→FA504型细纱机→1332M型络筒机
3各工序工艺要点与措施
3.1开清棉
开清棉采用短流程、重定量、低速度的工艺原 则。Lyocell纤维原料包比较紧密,所以抓棉机每次下降量要偏大掌握;同时A045型凝棉器的风量相应增加,确保均匀给棉,从而保证下机正卷率和棉卷均匀度。Lyocell纤维卷曲少、回潮率大、纤维问抱合力差,棉卷易发生粘卷现象,为此,棉卷加压可适当降低或采取防粘卷措施。
3.2梳棉工序
采用低速度、大隔距、定量偏大掌握的工艺原则。锡林与刺辊线速比掌握为1.91。梳棉生产环境要求相对湿度稍大,以利于棉网剥取;梳棉针布采用化纤针布;各分梳部件的状态保持良好,消除棉网产生的小云斑。生条加压要小,防止条子过紧给后道工序造成牵伸负担。生条萨氏条干为18.73%。
3.3并条、粗纱工序
由于Lyocell纤维长度长、细度细,纤维抱合力差,吸湿放湿较快,受温湿度影响较大。因此,并条、粗纱工序采用重定量、大牵伸、低速度的工艺原则。并条采用邵尔A 85度胶辊,一般涂料处理;采用7根并合,因梳棉条纤维伸直度较差,弯钩纤维较多,故头道并条配置较小的总牵伸倍数,二道并条配置较大的总牵伸倍数,有利于消除弯钩纤维,提高纤维的伸直平行度。粗纱定量较大,且纤维伸直度较好,所以在满足后工序退绕顺利的条件下,粗纱捻系数设计较小;粗纱采用邵尔A82度胶辊,大漆涂料处理。熟条条干CV值为2.0%;粗纱条干CV值为4.6%,平均伸长率为1.08%,重量不匀率为0.3%。
生产中应注意预防机后劈条、断头问题。由于Lyocell纤维须条断头后不易接头,且粗纱机后为分段上条,所以在头道、二道并条满筒长度设计时,应考虑避免接头。另外粗纱工序要及时调整粗纱成形,防止“冒纱”现象。半成品的搬运要注意轻拿轻放,以免造成粗纱发毛。
3.4细纱工序
Lyocell纤维长度长,整齐度好,所以,选配较大的总牵伸倍数,总牵伸在40倍~43倍之间。根据纤维的特性,在牵伸过程中的牵伸力较大,需要足够的握持力加强对纤维运动的控制。所以,在工艺配置时,采用较大的罗拉隔距,较重的胶辊加压。细纱采用邵尔A 82度胶辊,大漆涂料处理。
为了选配适宜的后区牵伸工艺,针对后区牵伸工艺进行了L4(23)的正交试验,有关试验方案见表1,试验结果见表2。
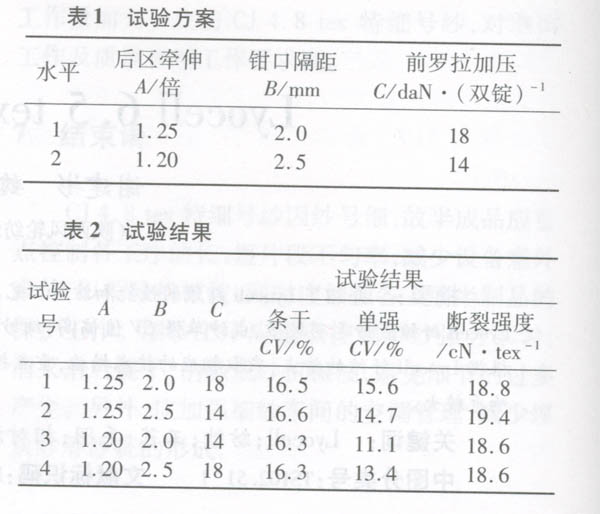
表2试验结果表明,后区牵伸对成纱质量影响最大,而钳口隔距和前罗拉加压的影响因素较小。对单项性能指标测试结果进行优化,得到最佳工艺方案分别如下。
(1)在后区牵伸1.20倍、钳口隔距2.0 mm、前罗拉加压18 daN/双锭时,条干CV较低,为16.3%。
(2)在后区牵伸1.20倍、钳口隔距2.0 mm、前罗拉加压14 daN/双锭时,单强CV值较低,为11.1%。
(3)在后区牵伸1.25倍、钳口隔距2.5 mm、前罗拉加压14 daN/双锭时,断裂强度较高,为19.4 cN/tex。
结合生产实际,确定综合性能较好时的工艺参数为:后区牵伸1.20倍,钳口隔距2.0 mm,前罗拉加压14 daN/双锭。依此工艺的成纱指标:条干CV 15.21%,细节19个/km,粗节106个/km,棉结147个/km,单强CV11.99%,断裂强度19.56 cN/tex。
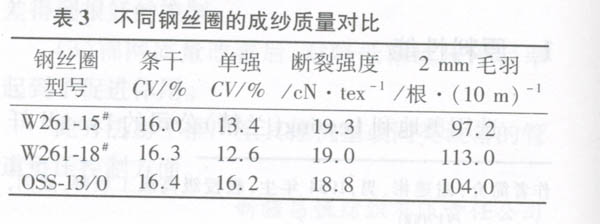
为了减少成纱毛羽,我们选用走熟期的JG3-3851型钢领,经过多次试验,钢丝圈确定为W26l—15#,并缩短钢丝圈调换周期。试验证明减少了毛羽、稳定了成纱质量。不同型号钢丝圈的成纱质量对比试验数据见表3。
细纱成纱指标:条干CV 15.45%,细节27个/km,粗节133个/km,棉结116个/km,单强CV值13.6%,百米重量CV值0.6%,2 mm毛羽105根/10 m。
3.5络筒工序
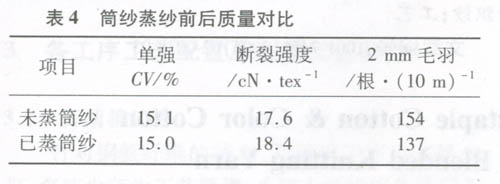
络筒会恶化成纱条干、增加毛羽。实践证明采用低车速、小张力能减少断头和纱线毛羽的增长幅度。通过蒸纱,也可以稳定成纱强力和减少毛羽。络筒纱线通道必须保持光滑,保证纱线主体不被破坏,不增加毛羽。筒纱蒸纱前后质量对比试验数据见表4。
4温湿度的控制
Lyocell纤维的回潮大、卷曲小,半成品的抱合力稍差,易起静电。各工序的相对湿度应控制在上限范围。特别是梳棉和细纱工序,经过摸索发现,梳棉相对湿度在.58%~62%之间,细纱相对湿度在60%~65%之间,机台生产正常,纺纱断头少。实践证明细纱和络筒工序保持较大的相对湿度,可以有效地减少成纱毛羽。
5结束语
Lyocell纤维回潮率大,车间温湿度的控制是关系生产正常和成纱质量稳定的保证。Lyocell纤维色泽白且易起静电,应做好防污染措施。Lyocell 纤维纺纱应根据原料性能优选工艺参数,各工序应制定相应的技术措施。Lyocell纤维成纱毛羽较多,因此,细纱和络筒工序必须保证纱条通道光洁,设备状态良好,并优选钢领、钢丝圈型号及使用周期;筒纱在使用前需进行蒸纱处理。Lyocell纤维成纱毛羽有待进一步减少,成纱单强CV值偏高,细纱吸棉管容易堵塞,造成大量断头,这些问题还有待进一步解决。