
关键词:仿毛;多异纤维;磺酸基;捻系数;碱减量
随着现代高科技的发展,化纤仿毛产品的结构发生深刻的变化,差别化纤维层出不穷,新型原料的开发和利用,拓宽了仿毛产品的发展空间。仿毛产品也将从大众化、初级产品为主,转向深加工、精加工产品为主。人们对仿毛产品的要求也不仅仅停留“形似”,而更注重“神似”。过去传统意义上的色织仿毛和中长涤粘匹染仿毛,已不能满足大众的需求。本公司研制开发的多异纤维(异色异长异旦异截面)暗色纺纱加套染仿毛多异单面哔叽产品,填补了这一领域的空白,深受广大消费者的青睐,为仿毛产品的升级换代打下了良好的基础。
1 纱线的设计
1.1 原料的选配
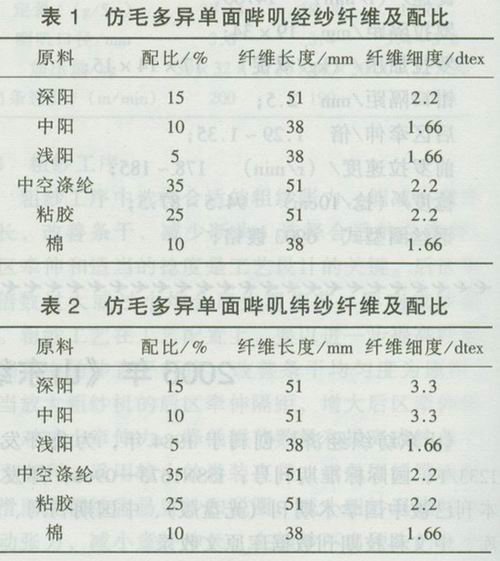
由于毛织品是条染色织产品,纤维颜色靓丽丰富,一般的模仿很难达到“形似”和“神似”,而本公司开发的仿毛多异单面哔叽,采用多组阳离子可染、有光中空、粗旦粘胶、棉纤维混纺纱作原料。阳离子可染是在对苯二甲酸乙二酯的二单体上接枝共聚了磺酸基,磺酸基的存在改变了纤维的染色性质,同时磺酸基含量的多少也直接改变纤维的上染率,因此,把含有不同磺酸基含量的阳离子可染纤维混纺在一起,通过染色可以达到深、中、浅不同的颜色,酷似毛色纺效果,这样就可以出现毛纺条混的效果。同时采用、粘胶、棉为一棉卷,阳离子可染为另一棉卷,两卷纺出的棉条,再经过二并并合,这样加工而成的纱线就包含了不同粗细的纤维、不同上染率的阳离子和不同上染率的棉与粘胶。由于最深阳离子可染选用线密度最粗的配置,而根据纺纱原理这类纤维大部分分布在纱线外层,经过合适的捻度和组织规格,布面出现毛纺多色色织条染的雪花风格。棉纤维和粘胶纤维同为纤维素纤维,但两种不同纤维的着色能力差异很大,利用这一特性又可得到不
同颜色。采用中空纤维大大提高了面料的丰满程度,具体配比如表1、表2所示。
1.2 纱线号数和捻度的选择
该产品主要作为西服面料,因此,面料要满足春秋装的厚度。根据织物挺括、有弹性、活络的要求,纱线须具备内松外紧结构,减量开纤后布面呈现滑糯丰满之效果。经纱11.8tex(z向)捻系数采用280,股线加捻系数采用480,由本公司在普通倍捻机上加捻而成;纬向采用17.4tex(z向)单纱,捻系数采用350。
1.3 纺纱工艺
纺纱工艺是整个产品的关键工序,布面的风格全部由纱线体现出来。该产品分为卷并和条并两步:
A卷:深阳、中阳、浅阳、粘胶采用小堆混棉工艺,按比例均匀喂入混棉机经开松混合后,装入圆盘抓棉机。经清花纺成棉卷→梳棉→头并→A条。
B卷:中空涤、粘胶、棉采用小堆混棉工艺,按比例均匀喂人混棉机经开松混合后,装入圆盘抓棉机。经清花纺成棉卷→梳棉→头并→B条。
二并喂入方式:ABABBABA→粗纱→细纱→捻线→络筒
2 工艺技术设计及主要工艺流程
2.1 织造加工过程
a)络丝工序。经纱络筒采用韩国大元公司的DOWN型络丝机,车速为600m/min,层数28,络丝张力30~40cN,角度40,锥形越花;
b)捻丝工序。采用韩国大元公司的DOWN型倍捻机,车速为9000r/min,气圈张力40~50cN,张力弹子为3颗中弹子,滞延角540°;
c)热定形工序。采用DX2K-Ⅱ型热定形蒸箱,定形温度85℃±2℃、保温时间120min,可以达到捻回稳定而又不失纱线强力的要求;
d)整经工序。整经工序是反映产品质量好差的关键工序,采用HF988(:型高速分条整经机,整好的经轴张力均匀,退绕方便,无宽急经。
e)穿综、穿筘工序。合理的设计穿综及布边,可以有效提高开口清晰度,有效地减少纱线断头停台率,边纱采用l、2、1、2,正身采用3、4、5、6、7、8顺穿法,布边设计在1.3cm左右。
f)织造工序。织造工艺采用比利时毕加诺公司。Picanol Omni plus+喷气织机织造,织物组织采用2/1斜纹,经2纬1。车速650r/min、上机张力2.5kN、开口时间318°、主喷嘴80~190°、辅喷嘴75~165°、90~195°、105~210°、125~240°、140~215°、165~250°、178~265°、189~279°、210~295°,综框动程13mm、后梁高度+3mm。
织造加工工艺流程为:

2.2 印染加工过程
a)烧毛前处理。烧毛采用气体烧毛机,两正两反工艺,火口温度800℃,车速60~80m/min。可以充分除去布面的棉结等其他颗粒性杂质。
b)碱减量。在机缸减量,大大提高设备利用率,减量率控制在8~10%。磺酸基的多少,捻系数的大小,直接影响减量率的大小,而减量率的大小直接影响布面的风格和手感,整个染整工艺制定了一套统一的操作规程,并成功的实验出“三步碱液滴定法”,即一步滴定碱液浓度,二步滴定碱液进缸浓度,三步滴定碱液作用后残液浓度,这种方法的使用大大的提高了产品的质量和工作效率。
c)染色。采用高温高压溢流染色机,严格控制染色温度在130℃左右,浴比l:14,保温时间两个小时,采用合理的染色配方,以保证均匀上色和良好的色牢度,布面要体现出呢面麻而不糊,似行云如流水,朴素典雅。
印染加工工艺流程为:
坯布检验→退卷、缝头→烧毛→前处理→碱减量→水洗→染色→开幅→烘干→定型→轧光→罐蒸→成品检验→打包入库
3 结语
a)本产品充分利用阳离子可染的特性,把具有不同磺酸基含量的阳离子可染纤维混纺在一起,通过染阳离子可以达到深、中、浅不同的颜色酷似毛色纺效果。
b)卷混加条并工艺,由于阳离子可染的静电现象十分严重.条子很容易缠锡林、罗拉和皮辊,造成棉节增加、条干恶化,因此在棉纺工艺过程中分别采用两个棉卷,即采用中空、粘胶先卷混,阳离子可染、粘胶再卷混,两者在二并条并,布面既满足了质量要求又满足了风格要求,高贵秀丽,平凡中显示非凡。
c)在纺纱、织造、染色后整理各工序中,按照各质量指标进行严格控制,保证工艺的上车准确,操作工按照操作法认真巡回检查,确保产品质量。