
ЛжЧЕИЛГсЙъ»оЛ®ЖҪөДІ»¶ПМбёЯЈ¬ИЛГЗ¶Ф·ДЦҜЖ·өД»ЁЙ«Ж·ЦЦәНЦКБҝөөҙОТӘЗуФҪАҙФҪёЯЎЈОТ№«ЛҫОӘБЛККУҰКРіЎРиЗуЈ¬І»¶ПУЕ»ҜІъЖ·Ҫб№№Ј¬ФЪід·Ц·ў»УұҫЙ«ЙҙУЕКЖөД»щҙЎЙПЈ¬ФЪЙ«·ДБмУтјҜЦРБҰБҝҝӘ·ўіцБЛёЯЦКБҝЎўёЯёҪјУЦөЎўёЯР§ТжөДІъЖ·Ј¬Й«·ДЙҙТСіЙОӘОТ№«ЛҫөДМШЙ«ІъЖ·ЎЈ
РЎұИАэЙ«·ДЙҙ(Вй»ТЙҙ)КЗФЪ·ДЙҙ№эіМЦР°СәЪЙ«ПЛО¬(әЪЙ«ГЮЎўәЪЙ«өУ»тәЪЙ«ХіҪәөИ)УлұҫЙ«ПЛО¬ҫӯ№эід·ЦҫщФИөД»мәНәуЈ¬·ДЦЖіЙҫЯУР¶АМШ»мЙ«Р§№ыөДЙ«ЙҙЎЈәЪЙ«ПЛО¬УлұҫЙ«ПЛО¬·ҙЙдөДЙ«№вПа»ҘЕдәПЈ¬іКПЦіцТ»ЦЦЎ°ҝХјд»мәНЎұөДР§№ыЈ¬Й«ІКё»УРІгҙОұд»ҜЈ¬ё»УРБўМеёРЈ¬ұ»№г·әУҰУГУЪХлЦҜІъЖ·Ј¬ІўКЬөҪПы·СХЯөДПІ°®ЎЈ
РЎұИАэЙ«·ДЙҙөДІъЖ·ЦКБҝІ»ҪцКЧПИТӘҙпөҪұҫЙ«ЙҙПЯөДёчПоЦКБҝұкЧјЈ¬¶шЗТёьЦШТӘөДКЗТӘұЈЦӨЙҙПЯөДНв№ЫЦКБҝЎЈЛдИ»УРөДРЎұИАэЙ«·ДЙҙёчПоОпАнЦёұк¶јДЬҙпөҪұкЧјТӘЗуЈ¬ө«КЗТтОӘіЙЙҙөДНв№ЫЦКБҝҙжФЪЙ«ІоЎўГЮҪбөИОКМвЈ¬ҙУ¶шУ°ПмөҪІјГжөДКөОпЦКБҝЈ¬ФміЙНЛ»х»тХЯЛчЕвЈ¬ёшЙъІъі§јТФміЙБЛј«ҙуөДҫӯјГЛрК§ЎЈТтҙЛЈ¬ИзәО·АЦ№Й«ІоЈ¬јхЙЩіЙЙҙГЮҪбЈ¬КЗЙ«·Ді§јТөДЦШТӘјјКхОКМвЎЈУЙУЪЙъІъРЎұИАэЙ«·ДЙҙК№УГБЛәЪЙ«ПЛО¬Ј¬ЙФУРІ»ЙчәЪЙ«ПЛО¬ҫНҝЙДЬ»мИлұҫЙ«ЙҙЦРІъЙъҙГөгЎЈИзәО·АЦ№Й«ПЛО¬»мИлұҫЙ«ЙҙТІіЙОӘИХіЈ№ЬАн№ӨЧчөДЦШТӘДЪИЭЎЈТӘЙъІъіцК№УГ»§ВъТвөДІъЖ·Ј¬ұШРлФЪФӯБПЎў№ӨТХјјКхУл№ЬАнөИ·ҪГжІЙИЎУРР§ҙлК©ЎЈ
1·ДЙҙ·Ҫ°ёөДИ·¶Ё
ФЪЙъІъЦРКЧПИТӘұЈЦӨРЎұИАэЙ«·ДЙҙЦРәЪЙ«ПЛО¬ә¬Бҝ·ыәПЙијЖТӘЗуЎЈРЎұИАэЙ«·ДЙҙСХЙ«өДЙоЗіЦчТӘИЎҫцУЪіЙЙҙЦРәЪЙ«ПЛО¬ә¬БҝөДёЯөНЎЈәЪЙ«ПЛО¬ә¬БҝөНЈ¬РЎұИАэЙ«·ДЙҙөДСХЙ«іКЗі»ТЙ«Ј»әЪЙ«ПЛО¬ә¬БҝёЯЈ¬РЎұИАэЙ«·ДЙҙөДСХЙ«іК»ТәЪЙ«»тХЯәЪЙ«ЎЈРЎұИАэЙ«·ДЙҙЦРөДәЪЙ«ПЛО¬ә¬БҝТ»°гФЪ1ЈҘЎ«50ЈҘЦ®јдЈ¬НЁіЈТФәЪЙ«ПЛО¬ә¬БҝФЪ10ЈҘТФПВөДЖ·ЦЦЧоОӘ¶ајыЎЈ
ТтРЎұИАэЙ«·ДЙҙЦРәЪЙ«ПЛО¬өДә¬БҝұИҪПөНЈ¬Т»°гІ»СЎУГФІЕМ»мГЮЎЈПИФЪЗеГЮ№ӨРт·ЦұрЦЖіЙәЪЙ«ҫнәНұҫЙ«ҫнЈ¬¶шәуФЪКбГЮ№ӨРт·ЦұрЦЖіЙЙъМхЈ¬ФЩНЁ№эІўМх»мәНЈ¬ТтҙЛЈ¬ІўМх№ӨРтКЗИ·¶ЁРЎұИАэЙ«·ДЙҙЦРәЪЙ«ПЛО¬ә¬БҝөД№Шјь№ӨРтЎЈНЁіЈәЪЙ«ПЛО¬өДә¬БҝФЪlO%ТФЙПөДЖ·ЦЦЈ¬әЪЙ«ЎўұҫЙ«КбГЮМхПИ°ҙХХёчЧФөДёЙ¶ЁБҝЈ¬И·¶Ё»мәНёщКэЈ¬И»әуНЁ№эН·ІўІўәПТ»ҙОҫНҝЙТФК№әЪЙ«ПЛО¬өДә¬БҝҙпөҪЙијЖТӘЗуЎЈәЪЙ«ПЛО¬өДә¬БҝФЪ1ЈҘЎ«10ЈҘөДЖ·ЦЦЈ¬әЪЙ«ЎўұҫЙ«КбГЮМхПИ°ҙХХёчЧФөДёЙ¶ЁБҝЈ¬И·¶Ё»мәНёщКэЈ¬ПИФӨІўТ»ҙОөГөҪФӨІўМхЈ¬И»әуёщҫЭФӨІўМхәНұҫЙ«КбГЮМхөДёЙ¶ЁБҝИ·¶Ё»мәНёщКэЈ¬ФЩІўәПТ»ҙОЈ¬ІЕДЬК№әЪЙ«ПЛО¬өДә¬БҝҙпөҪЙијЖТӘЗуЎЈәЪЙ«КбГЮМхЎўФӨІўМхЎўұҫЙ«КбГЮМхФЪІўМх»ъәуЕЕБРКұЈ¬Т»°гәЪЙ«МхЎўФӨІўМхЕЕБРФЪЦРјдЈ¬ұҫЙ«КбГЮМхЕЕБРФЪБҪұЯЎЈКөјщЦӨГчЈ¬ҫӯ№эИэөАІўәПөДРЎұИАэЙ«·ДМхұИҫӯ№э¶юөАІўәПөДРЎұИАэЙ«·ДМхПЛО¬»мәНөГід·ЦЈ¬»мЙ«Р§№ыәГЎЈ¶ФУЪТӘЗуІ»Н¬өДРЎұИАэЙ«·ДЙҙҝЙСЎУГ¶юөА»тИэөАІўМхЎЈ
2ЦКБҝҝШЦЖјјКхТӘөг
2Ј®1·ДЙҙ№ӨТХБчіМ
әЪЙ«ГЮЈәA002cРНЧҘГЮ»ъ-A006BРН»мГЮ»ъ-A034РНҝӘГЮ»ъ-A036BРНҝӘГЮ»ъ-A036CРНҝӘГЮ»ъ-A092AРНёшГЮ»ъ-A076CРНіЙҫн»ъ-A186DРНКбГЮ»ъ-A272FРНІўМх»ъ-A191 BРНМхҫн»ъ-A201 CРНҫ«Кб»ъ-A191 BРНМхҫн»ъ-A201 CРНҫ«Кб»ъ
әЪЙ«ҫ«КбМхәНұҫЙ«МхҫӯІўМх»мәНәу·ДЙҙЎЈ
2Ј®2№ӨТХјјКхТӘөг
(1)ҝӘЗеГЮ№ӨРтЎЈУЙУЪәЪЙ«ГЮҫӯ№эИҫЙ«өИҙҰАнЈ¬К№ГЮПЛО¬РОіЙБЛКшЧҙ»тХЯҝйЧҙЈ¬ЛщТФТӘІЙУГ¶аЛЙЙЩҙтөД№ӨТХФӯФтЈ¬МбёЯіэФУР§ВКЈ¬јхЙЩПЛО¬ЛрЙЛЈ»әЪЙ«»ҜПЛТӘҪөөНҙтКЦЛЩ¶ИЈ¬·АЦ№ІъЙъКшЛҝЈ¬Іўј°КұЗеАнГЮПдәННЁөАЈ¬·АЦ№№Т»ЁЎЈ
(2)КбГЮ№ӨРтЎЈКбГЮЙиұёөДәГ»өЦұҪУУ°ПмГЮҪбөД¶аЙЩЎЈ¶ФУЪ·ДРЎұИАэЙ«·ДЙҙөДКбГЮ»ъМЁЈ¬ёчІҝёфҫаТӘЧјИ·Ј»¶ФОэБЦЎўөА·тЎўёЗ°еөДХлІјЗйҝцТӘСПёсјмІйЈ¬ҙпІ»өҪЦКБҝТӘЗуөДХлІјТӘј°Кұёь»»ЎЈўЩ¶ФУЪ·ДәЪЙ«ГЮөДКбГЮ»ъЈ¬ІЙУГјУЧ°ОэБЦ№М¶Ё·ЦКб°еЈ¬К№УГјУГЬРНёЗ°еХлІјЈ¬ФцЗҝ·ЦКбР§№ыЈ¬ТФјхЙЩГЮҪбЈ¬јхРЎГЮҪбҝЕБЈөДҙуРЎЈ¬К№РЎұИАэЙ«·ДЙҙЦРөДәЪЙ«ГЮҪбФЪІјГжЙПІ»ИЭТЧПФПЦЎЈўЪ¶ФУЪ·ДәЪЙ«»ҜПЛөДКбГЮ»ъЈ¬ІЙУГјУГЬРНёЗ°еХлІјЈ¬ФцЗҝ·ЦКбР§№ыЈ»·ЕҙуЗ°ЙПХЦ°еУлОэБЦЦ®јдөДЙПҝЪёфҫаЈ¬¶аіцХ¶ө¶»ЁЈ»ІЙУГГЮРНРЎВ©өЧЈ¬ФцјУВдФУЎЈўЫ¶ФУЪ·ДұҫЙ«ГЮөДКбГЮ»ъЈ¬ІЙУГјУЧ°ОэБЦ№М¶Ё·ЦКб°еЈ¬ФцЗҝ·ЦКбР§№ыЈ¬јхЙЩГЮҪбФУЦКЈ¬јхРЎГЮҪбҝЕБЈөДҙуРЎЈ¬К№РЎұИАэЙ«·ДЙҙЦРөДұҫЙ«ГЮҪбФЪІјГжЙПІ»ИЭТЧПФПЦЎЈўЬ¶ФУЪ·ДұҫЙ«»ҜПЛөДКбГЮ»ъТӘСПёсјмІйЈ¬ұҫЙ«ГЮҪбІ»ДЬі¬іцХэіЈҝШЦЖұкЧјЎЈ
ұҫЙ«ЙъМхГЮҪбҝШЦЖЦёұкОӘ55БЈЈҜg(ОЮ№М¶ЁёЗ°е)әН46БЈЈҜg(УР№М¶ЁёЗ°е)Ј¬әЪЙ«ЙъМхГЮҪбҝШЦЖЦёұкОӘ42БЈЈҜg(ёЗ°еХлІјMcH42)әН28БЈЈҜg(ёЗ°еХлІјMCH52)ЎЈ
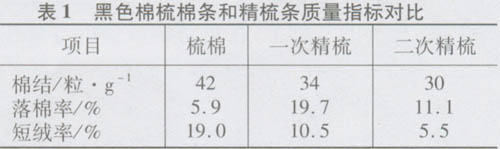
(3)ҫ«Кб№ӨРтЎЈЛжЧЕИЛГЗЙуГАЛ®ЖҪөДІ»¶ПМбёЯЈ¬УГ»§¶ФРЎұИАэЙ«·ДЙҙөДЦКБҝТӘЗуФҪАҙФҪСПёсЈ¬ТӘЗујхЙЩРЎұИАэЙ«·ДЙҙІјГжЙПөДәЪЙ«ГЮҪбЈ¬УРөДУГ»§ЙхЦБТӘЗуІјГжЙПГ»УРәЪЙ«ГЮҪбЎЈ¶ФУЪУГәЪЙ«ГЮөчЙ«өДҙҝГЮ»тәЪЙ«ГЮУл»ҜПЛ»м·ДөДЛщУРЖ·ЦЦЈ¬¶јК№УГБЛәЪЙ«ГЮҫ«КбМхҪшРРЙъІъЈ¬ХвФЪТ»¶ЁіМ¶ИЙПјхЙЩБЛІјГжЙПөДәЪЙ«ГЮҪбЈ¬ө«УГ»§ИФИ»·ҙУіІјГжЙПөДәЪЙ«ГЮҪбҪП¶аЎЈОӘҙЛОТГЗІЙУГБЛЛ«ҫ«Кб№ӨТХЎЈЛ«ҫ«Кб№ӨТХУлТ»ҙОҫ«Кб№ӨТХПаұИ¶МИЮВКҪөөНЈ¬әЪЙ«ГЮҪбјхЙЩЈ¬ІўЗТәЪЙ«ГЮҪбҝЕБЈ·ЗіЈРЎЎЈК№УГәЪЙ«ГЮЛ«ҫ«КбМхЙъІъөДВй»ТЙҙЈ¬СХЙ«ҫщФИЈ¬ІјГжЙПөДәЪЙ«ГЮҪбј«ЙЩЎўәЪЙ«ГЮҪбҝЕБЈј«РЎЈ¬УГ»§ұИҪПВъТвЈ¬ө«№ӨТХБчіМәЬіӨЈ¬ҫ«Кб№ӨРтТтУР¶юҙОВдГЮЈ¬¶ЦЙҙУГГЮБҝәЬёЯЎЈәЪЙ«ГЮМхөДЦКБҝЗйҝцјыұн1ЎЈ
2Ј®3Й«ІоөДФӨ·АҙлК©
(1)ФӯБПөДСЎЕдЎЈРЎұИАэЙ«·ДЙҙЦРұҫЙ«ПЛО¬өДСЎЕдУлұҫЙ«·ДЙҙПаН¬Ј¬әЪЙ«ПЛО¬(әЪЙ«ГЮ»тәЪЙ«»ҜПЛ)өДСЎЕдТӘЧўТвТФПВБҪөгЈәТ»КЗТӘСЎФсЖ·ЦЦәНРФЦКІоТмҪПРЎөДФӯГЮЈ¬ҫӯИҫЙ«әуПЛО¬ЧЕЙ«ІоТмРЎЎЈәЪЙ«ГЮТӘИҫНёЎўИҫФИЎўЙ«АО¶ИәГЎЈН¬ЕъәЕөДІъЖ·ТӘК№УГН¬Т»ЕъИҫЙ«өДәЪЙ«ГЮЎЈ¶юКЗәЪЙ«»ҜПЛТӘСЎФсәЪ¶ИОИ¶ЁЎўІъөШПаН¬өДФӯБПЈ¬ТФұгУЪҪУЕъЎЈ
(2)№ӨТХ№ЬАнҙлК©ЎЈўЩҝӘЗеГЮ№ӨРтөДЙиұёЧҙМ¬ТӘәГЈ¬№ӨТХІОКэТӘККөұЎЈәЪЙ«ГЮТӘЧўЦШҝӘЛЙЈ¬ІЙУГЗб¶ЁБҝЈ»әЪЙ«»ҜПЛТӘөчРЎVРНБұЈ¬ҪөөН¶ЁБҝЈ¬јхЗбТт»ҜПЛҙт»¬ФміЙ¶ВИыНЁөАөДПЦПуЎЈіЙҫнЦШБҝІ»ФИВКУҰ·ыәПТӘЗуЈ¬ТФұЈЦӨәуөА№ӨРтіӨЖ¬¶ОЦШБҝІ»ФИВКФЪҝШЦЖ·¶О§Ц®ДЪЈ¬ОИ¶ЁәЪЙ«ПЛО¬өДә¬БҝЈ¬К№РЎұИАэЙ«·ДЙҙөДСХЙ«ҫщФИОЮЙ«ІоЎЈўЪКбГЮ№ӨРтөДЙъМхЦШБҝІ»ФИВКТӘРЎЈ¬ұЈЦӨ»м·ДЙъМх¶ЁБҝОИ¶ЁЎЈўЫІўМх№ӨРтТӘұЈЦӨРЎұИАэЙ«·ДЙҙЦРәЪЙ«ПЛО¬өДә¬БҝХэИ·Ј»ұЈЦӨЧФНЈЧ°ЦГБйГфЈ¬·АЦ№ИұМхЈ»¶юөАЎўИэөАІўМхҪ»ІжО№ИлГЮМхЈ¬ТФјхЙЩСЫУлСЫЦ®јдөДЙ«ФуІоТмЎЈ
2Ј®4јхЙЩГЮҪбөДҙлК©
НЁ№эІјГжәННІЧУЙҙНв№ЫЦКБҝ·ҙУіөДЗйҝцАҙҝҙЈ¬ФЪЗі»ТЙ«өДРЎұИАэЙ«·ДЙҙЦРәЪЙ«ГЮҪбј«ТЧПФПЦЈ»ФЪ»ТәЪЙ«өДРЎұИАэЙ«·ДЙҙЦРәЪЙ«ГЮҪбәНұҫЙ«ГЮҪб»бН¬КұПФПЦЈ»ФЪәЪЙ«өДРЎұИАэЙ«·ДЙҙЦРұҫЙ«ГЮҪбј«ТЧПФПЦЈ¬ЛөГчРЎұИАэЙ«·ДЙҙөДНв№ЫЦКБҝұИДЪФЪЦКБҝёьјУЦШТӘЎЈ
ОӘјхЙЩГЮҪбЈ¬УҰІЙИЎТФПВҙлК©Јә(1)УҰСЎФсЖ·ј¶ёЯЈ¬іЙКм¶ИәГЈ¬Пё¶ИККЦРЈ¬¶МИЮә¬БҝөНЈ¬УИЖдКЗҙГөгЙЩЎўә¬ФУөНөДФӯГЮҪшРРИҫЙ«ЎЈ(2)ФЪИҫЙ«№эіМЦРУЙУЪГЮПЛО¬ТӘҫӯ№эЦуБ·өИҙҰАнЈ¬ИҘіэБЛГЮАҜҪөөНБЛПЛО¬өДҝЙ·ДРФДЬЈ¬РиТӘҫӯ№эЕзИч»ҜС§УНјБҙҰАнәуЈ¬ІЕДЬМбёЯПЛО¬ФЪәујУ№Ө№эіМЦРөДҝЙ·ДРФДЬЈ»Из№ыҙҰАнІ»әГЈ¬ФЪКбГЮ№ӨРтәЪЙ«ГЮПЛО¬ТЧЖрҫІөзЈ¬І»ҪцФцјУБЛ·ДЙҙДС¶И¶шЗТТІДСТФұЈЦӨЙъІъіцЦКБҝәГөДЙҙПЯЈ¬ЛщТФУҰСЎФсИҫЙ«Л®ЖҪёЯөДі§јТјУ№ӨФӯГЮЎЈ(3)әЪЙ«»ҜПЛЦРөДҙГөгә¬БҝТӘөНЈ¬ФӯБПЦРөДәЪЙ«·ЫіҫТӘЙЩЎЈ(4)әЪЙ«»ҜПЛөДә¬УНВКТӘККөұЈ»Ифә¬УНВКөНЈ¬ИЭТЧК№ПЛО¬ІъЙъҫІөзЈ¬УҰФЪФӯБПЦРјУҝ№ҫІөзјБЈ¬·ЕЦГ24 hәуК№УГЎЈ(5)әЪЙ«ГЮ»тәЪЙ«»ҜПЛөД»ШіұВКТӘККөұЎЈ»ШіұВК№эҙуЈ¬ИЭТЧІъЙъГЮҪбЈ»»ШіұВК№эРЎЈ¬ИЭТЧІъЙъҫІөзЈ¬У°ПмЙъІъөДХэіЈҪшРРЎЈ
3ЙъІъ№ЬАнҙлК©
ІЩЧчИЛФұУҰјУЗҝЦКБҝТвК¶Ј¬ҙУ¶шұЈЦӨРЎұИАэЙ«·ДЙҙөДЦКБҝЎЈёч№ӨРтУЙұЈИ«ИЛФұјмРЮЙиұёЈ¬ұЈіЦНЁөА№вҪаЎўОЮГ«ҙМЈ»өІіө№ӨТӘЧцәГІўМхЎўҙЦЙҙИЮ°еәНПёЙҙИЮ№хөДЗеҪа№ӨЧчЎЈіэҙЛТФНвЈ¬»№УҰЧцәГТФПВЦКБҝ№ЬАн№ӨЧчЈә(1)ТӘЦШөгҝШЦЖәГКбГЮ№ӨРтөДОВКӘ¶ИЈ¬ұЈЦӨәЪЙ«ПЛО¬·ДЙҙөДЛіАыҪшРРЎЈКФСйКТјУЗҝ¶ФКбГЮ»ъЙъМхГЮҪбөДјмІв№ӨЧчЈ¬ҙпІ»өҪТӘЗуөДНЈіөјмРЮЈ¬І»әПёсөД»ъМЁІ»ҝӘіөЎЈ(2)ВзНІ№ӨРтФЪНІЧУЙҙіЙ°ьКұЈ¬өІіө№ӨТӘјмІйНІЧУөДНв№ЫЦКБҝЈ¬·ўПЦГчПФөДГЮҪбТӘНЧЙЖҙҰАнЈ»·ўПЦәЪЙ«ГЮҪбФцјУКұЈ¬ТӘј°Кұ·ҙАЎРЕПўЎЈ(3)»Ш»ЁУҰәПАнК№УГЎЈ¶ФәЪЙ«ПЛО¬ә¬БҝОӘ100ЈҘөДЗеГЮҫнН·ЎўҫнОІЎўКбГЮМхҝЙТФұҫЦ§»ШУГЎЈФӨІўМхЎўН·ІўМхЎўД©ІўМхЎўҙЦЙҙН·ЎўПёЙҙ·зПд»ЁҫщІ»»ШУГЎЈХвСщЧцУРАыУЪҝШЦЖ»м·ДұИЈ¬»№ДЬјхЙЩәЪЙ«ГЮҪбЎЈ
ОӘБЛёгәГРЎұИАэЙ«·ДЙҙөДЙъІъЈ¬ұЈЦӨұҫЙ«ЙҙПЯөДЦКБҝЈ¬ФЪЙъІъЦРіэБЛТӘІ»¶ПМбёЯФұ№ӨөДЦКБҝТвК¶НвЈ¬»№УҰІЙИЎТФПВҙлК©Јә(1)ФӯБПИлҝвТӘөҘ¶Аҙж·ЕЈ¬Нв°ьЧ°НкәГЈ¬ФӯБПіцҝвУРЧЁИЛёәФрЎЈ(2)ТтОӘГ»УРЧЁУГөДЙ«·ДЙъІъіөјдЈ¬ЛщТФТӘФЪёчёцЙъІъ№ӨРтҪЁБўЙ«·ДёфАлЗшЈ¬ёфАлЗшТӘ·вұХЈ»ёфАлЗшөДІЙ№вЎўХХГчТӘәГЈ¬ұгУЪөІіө№ӨІЩЧчЎЈ(3)ТӘ№М¶ЁФӯБПЎў°ліЙЖ·ЎўіЙЖ·өДФЛКдВ·ПЯЈ»ФЛКдКұУРЧЁУГөДіөБҫЎўЧЁУГөДІјХЦәНЧЁУГИЭЖчЎЈ(4)Й«·ДУГөДГЮМхНІЎўҙЦЙҙәНПёЙҙөДНІ№ЬТӘЧЁУГЈ¬ІўјУЗҝЗеҪа№ӨЧчЎЈ(5)Й«ПЛО¬Ўў°лЦЖЖ·әНіЙЖ·өДјмСйЈ¬ТӘУРЧЁУГөД№ӨҫЯЈ¬ЧўТвЗеҪаЎЈ(6)І»УГөД»Ш»Ё°ьЧ°әГәуТӘҙт°ьЈ¬ІўФЪ°ьЧ°ҙьЙПЧўГчЦШБҝәНәЪЙ«ПЛО¬өДә¬БҝЈ¬өҘ¶Аҙж·ЕЈ¬өИҙэЙъІъРЎұИАэЙ«·ДЧЁ·ДЙҙКұК№УГЈ»І»»ШУГөДПВҪЕТӘҙт°ьІўЧўГчЦШБҝЈ¬өҘ¶Аҙж·ЕәГәуөИҙэҙҰАнЎЈ(7)іцИлёфАлЗшөДИЛФұЎўОпЖ·ЎўіөБҫөИЧўТвЗеҪаәНјмІйЎЈНЁ№эІЙИЎТФЙПҙлК©Ј¬УРР§өШҝШЦЖБЛЙ«ПЛО¬ФміЙөДОЈәҰЈ¬ұЈЦӨБЛұҫЙ«ЙҙПЯөДЙъІъЦКБҝЎЈ
4 ҪбКшУп
ФЪРЎұИАэЙ«·ДЙҙөДЙъІъ№эіМЦРЈ¬ТӘұЈЦӨЙҙПЯөДДЪФЪЦКБҝҙпөҪұкЧјЈ¬ёьТӘЦШКУМбёЯЙҙПЯөДНвФЪЦКБҝЎЈЦ»УРҙУФӯБПЎў№ӨТХЎў№ЬАнөИ·ҪГжІЙИЎУРР§ҙлК©Ј¬ҝШЦЖәНјхЙЩСПЦШОЈәҰРЎұИАэЙ«·ДЙҙЦКБҝөДЙ«ІоәНГЮҪбөИОКМвЈ¬ІЕДЬІ»¶ПМбёЯІъЖ·ЦКБҝЈ¬ЙъІъіцИГУГ»§ВъТвөДІъЖ·Ј¬МбёЯІъЖ·ФЪКРіЎЙПөДҫәХщБҰЈ¬МбёЯ№«ЛҫөДҫӯјГР§ТжЎЈ