
0 前言
检测机构是自调匀整装置的第一个环节,它关系到能否正确反映棉条真实的粗细情况,因此,是自调匀整效果的基础。 目前国内外对各种检测机构进行了大量的试验研究与分析工作,并发展了一些新的检测机构,但采用凹凸罗拉检测机构还是目前应用最多的检测方法之一。随着梳棉机、针梳机和并条机性能的提高,出条速度也迅速提高,对检测元件的要求也越来越高,传感器不仅静态特性要好,动态更要好。采用凹凸罗拉检测法测量棉条的不匀时,虽然许多厂商称其并条机的出条速度可达500m/min以上,但实际使用在低于400m/min时,自调匀整器才能发挥较好的作用,说明此种检测方法对高速的适应能力并非很好;下面对其测量罗拉的测量原理及动态特性进行分析。
1、检测罗拉工作的基本原理
1.1 检测罗拉的结构
采用凹凸检测罗拉作为传感器(图1),当棉条细度变化时,下罗拉的圆心位置随棉条截面积的不同而上下移动,测出位移量就得到与之成线性关系的线密度。设棉条纤维的体密度为p,条子的实际截面为s,条子的截面压缩系数为k,上下罗拉间条子的截面为s,则棉条的线密度g为:


1.2凹凸检测罗拉.传感器的特点
凹凸罗拉检测法应用于棉条自调匀整装置中比较早,主要特点:①线性度好,结构比较简单,安装维护方便;②受温湿度及纤维细度的变化影响小。
另外,如图1n形式的凹凸测量罗拉加工起来比较困难,易产生缠条现象。瑞士立达公司(Rieter)对它做了改进,将下罗拉的一片挡边移到上罗拉上去,称为阶梯罗拉(如图1b),测量原理没有改变,但加工简单,克服了易缠条的缺点。立达公司最近几年在测量线密度的位置上,无一例外地使用了这种测量方法,如C4梳棉机,E7/6精梳机,D1并条机等.
除了凹凸罗拉检测方法外,国内外的纺织研究机构和厂商还研制了其他一些传感器:如,意大利马佐里公司的Marzoli SH2型并条机的自调匀整装置采用超声波传感器;还有人研制CCD固体图象传感器以及双端固定梁应变片式传感器,据称能适应出条速度高达500 m/min时棉条均匀度的检测。
2 检测罗拉动态特性的研究
下面对立达公司C4梳棉机测量罗拉的动态特性进行分析。
该凹凸罗拉测量系统的上测量罗拉绕摆动中摆动,如图2,可以列出微分方程为:



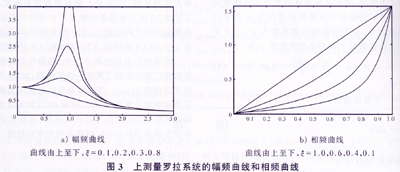
由式(5)、式(6)作出该系统的幅频曲线和相频曲线如图3。从幅频曲线可以看出,该系统对于w<
3 结论
经计算得,系统固有频率的算式为

由计算可知,凹凸检测罗拉的固有频率是较低的,在出条速度超过330 m/min时,其动态特性变差,所以不适合作为高速并条机自调匀整装置的检测元件。对于出条速度达500m/min的高速并条机来说,W0相当于棉条不匀的波长,约为0.41m,显然满足不了要求;而对于出条速度在120m/min左右的梳棉机来说,则基本可以满足要求;所以,研制结构简单、牢固,响应特性好,稳定性好的检测纱条不匀的传感器,仍是纺织界重点研究的课题之一。