
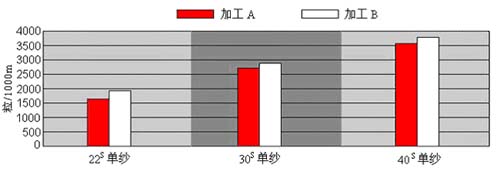
图14a:三个环锭纺纱UT-3棉结(+140%)粒数/每千米
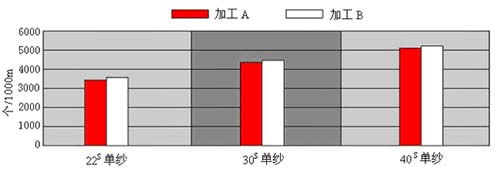
图14b:三个环锭纺纱UT-3粗节(+35%)个数/每千米
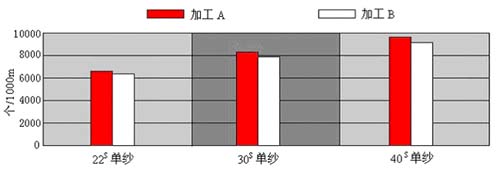
图14c:三个环锭纺纱UT-3细节(-30%)个数/每千米
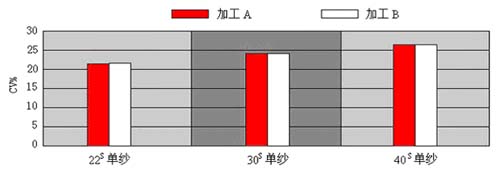
图14d:三个环锭纺纱CV%(均匀度)
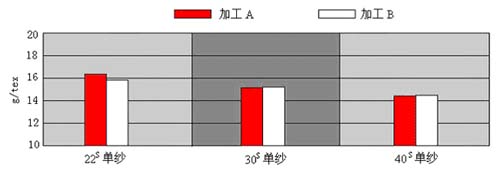
图14e:三个环锭纺纱的纱线张力(强度 g/tex)
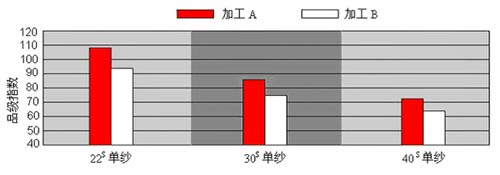
图14f:三个环锭纺纱的品级指数(纱线外观指数)。
图15~20是用三种不同的棉包棉纺的环锭纺纱织物照片。各幅照片是同一棉包样品分别采用工艺参数A和工艺参数B生产的条子,在每幅照片下标示着用于比较的,在条子上测得的籽屑棉结的数量。
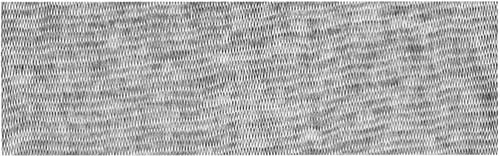
图15:棉包7(ID#0840842),加工条件A(0.008),籽屑棉结粒数 9/克
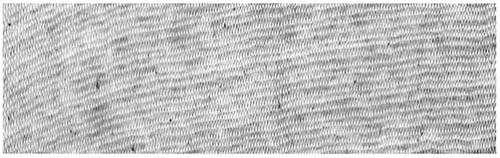
图16:棉包1(ID#1645403),加工条件A(0.008),籽屑棉结粒数26/克
图17:棉包2(ID#1645515),加工条件A(0.008),籽屑棉结粒数29/克
图18:棉包7(ID#0840842),加工条件B(0.014),籽屑棉结粒数17/克
图19:棉包7(ID#1645403),加工条件B(0.014),籽屑棉结粒数56/克
图20:棉包7(ID#1645515),加工条件B(0.014),籽屑棉结粒数49/克
七. 应用于棉型梳棉机保养和对投资的回报
引言
在环锭纺纱厂梳棉车间,许多关键性区域采用保养的方式以适应加工过程控制,梳棉在环锭纺条子之前,提供清除棉结和杂质的最后机会。但是,另外也能在精梳工序完成对棉结和杂质的清除。
梳棉条中的棉结造成梳棉纱的疵点。用UT-3测试,在常发性疵点棉结项目中的粒数和粗节数量,可直接与生条中的棉结和籽屑碎片相联系,梳棉条和并条中的棉结用UT-3是不能检测的,它只仅仅控制条子的重量和均匀度。因此,条子只采用可接受的CV%均匀度和支数变异值,可能产生不可接受的环锭纺效率和少量的纱线质量。
新型的高速梳棉机与几年前的梳棉机加工相比有很高的生产率,一台新梳棉机采用常规生产,产量约100磅(45千克)/每小时和175磅(80千克)/每小时,这意味着一台梳棉机24小时能生产2400磅(1090千克)梳棉条。技术人员直观地检查梳棉网判断梳棉机工作单元的使用状况。诸如:锡林针布、盖板隔距和刺辊锡林。这些视觉直观测定能导致完全主观和不必要的保养和改造。由于新的梳棉设备结构的改变,改变了道夫锡林仅关闭主锡林,观察杂质和籽屑的分布,在棉网上直接计数棉结也一样难以进行。
USTER AFIS-N仪允许环锭纺纱厂快速检查每一根梳棉条,确定当前生产的棉条质量。AFIS-N测量的重复性与一致性为梳棉车间的技术员提供有效的信息,这个信息可以应用到为梳棉车间制定详细的保养计划表。用AFIS-N仪提供的信息,能减少诸如棉结和粗节等常发性纱疵数,改善纱线质量,明智的和及时的梳棉保养计划能大量地减少资金和在梳棉机改造上浪费的时间。
梳棉车间分析
梳棉车间同样涉及到一行或一组梳棉机不能运行或因一定的产量而造成的磨损。由于梳棉机设计结构的性能的原因,每台梳棉机机件之间互相磨损的差异,随之在经验的基础上建立全面的保养和改造计划。典型的计划表显示在下面。AFIS的应用能产生一个更实际的和实用的计划表。
梳棉条中棉结的变化
根据生条中棉结的变化,对梳棉机进行保养的结果是生产高质量的条子,这也意味着某梳棉机在最佳时间内(如锡林针布和盖板已损需要研磨)没有安排保养,则正在生产质量差的条子。对于AFIS-N安排常规的梳棉条试验可以提供必要的信息,用于确定哪台梳棉机需要保养,图21显示,一行梳棉机棉结粒数的典型变化。
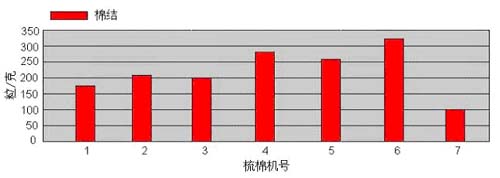
图21,梳棉条之间的棉结差异
图21明显地表示,同一组梳棉机中,若干梳棉机有低棉结数,另外一些有比可接受棉结水平高的棉结数。这是一个普通梳棉车间相当典型的条子的棉结变化的例子。在这个梳棉工序中使用的是一种美国高地品种锯齿棉。
棉结数据的应用
为了保证获得适宜的梳棉效率,USTER推荐建立用于各梳棉机的工序控制图表,这个图表应保存在一个用于各梳棉机保养的文件记录中。图22显示用于一高速梳棉机的典型的控制表。
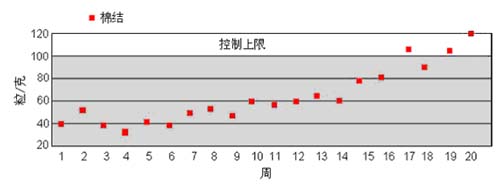
图22,梳棉机#12加工过程中棉结变化表
梳棉条中的棉结总是在梳棉针布和其它部件变坏时增加。这种类型的图表适用于许多类型的梳棉机。无论设备结构、单台与前后串联,或生产能力,梳棉机低速运行一般地能得到一长时间的恶化并总是生产高棉结粒数的条子。
设定控制范围
在图22中,显示梳棉机#12控制曲线图表。垂线表示AFIS每克棉结粒数,水平线表示每周一次的试验结果。梳棉条应最少一周试验一次。各台梳棉机每周试验的结果应标记在控制图表上。当棉结水平超过上限时,梳棉机于是进入保养计划。确定控制上限,应用下列信息:
* 梳棉车间平均棉结粒数/克
每周最少一次检查所有梳棉机,采用6-8周的结果确定梳棉车间的平均数。
* 纺纱系统:环锭纺或转杯纺
在环锭纺纱中,粗支纱和中支纱的纤维棉结粒数应低于同等支数的转杯纺纱的纤维棉结粒数,这是由于两种纺纱系统纱的形成方式不同。对于细支纱,两种环锭纺和转杯纺系统应保持在同一水平。
* 最终产品:针织品或织造用纱线
棉结在针织物与机织物成品中直观明显,因而更具关键性,这是由于织物的基本结构与整理技术造成的。
* 乌斯特均匀度试验仪(UT-3)棉结粒数
从乌斯特均匀度试验仪获得的纱线棉结粒数,与乌斯特统计值公报(乌斯特新闻公报No.36 1989)的质量图表比较。利用纱线棉结粒数并使条子中的棉结粒数减少达到一个满意的水平,使产品符合高质量水平。
棉结清除效率
当棉结清除效率增加时,控制图表上限应缓慢地下降。经验显示,在一个保养程序后,控制图表上限应限制在4-6个月内。采用AFIS棉结一览表提供的数据,这两种方法共同使用对梳棉条中的棉结进行监视。首先是应用实际梳棉条内的实际棉结粒数,另外是应用梳棉棉结清除效率,清除效率计算公式如下:

梳棉原料棉结是指从管道喂棉或原棉喂入梳棉机背面获得的棉层或任一原棉样品的棉结。
梳棉棉条棉结是指在梳棉机前获得的棉条样品的棉结数。
棉结清除效率的计算是一个很好的用于分析单台及个别梳棉机状态的方法,效率计算也有助于判断确定在什么时候比较不同的梳棉机零部件。诸如:针布、盖板或刺辊锡林。效率计算是理想的用于评价一个新的梳棉锡林针布结构的方法。两台梳棉机改造,一台使用旧的结构的针布,另一台使用新结构的针布。这两台梳棉机使用一个30天的周期,可以比较确定,哪一种针布是可以用于工厂自己的最好的产品,能达到质量要求。同样这个过程可以应用到计算梳棉机盖板针布、刺辊锡林和主锡林,还有盖板速度。
减少保养费用
采用从AFIS获得的信息,建立一个棉结控制表和控制范围用于保养计划中,能减少梳棉车间的总成本费用。工厂研究显示,它可以减少资金费用,若干梳棉机条子内的棉结粒数在超过控制表上限之前,产量超过两百万磅(908,000千克)。典型的,资金用于梳棉机针布和更换部分零部件,诸如,盖板和刺辊是一个大的费用项目。在环锭纺纱厂机台保养费用预算中,熟练地使用这种棉结控制图表用于保养计划中,能减少或取消锡林研磨等工作。
下面的例子,显示一传统的保养计划进度表与AFIS加工工序改进方法之间的比较。这个例子是在单台梳棉机基础上加工100%高地型棉。梳棉机是一产量为100磅/小时的高速梳棉机,采用4年一周期。用于设备改造和消耗的代价,在北美是典型的费用。同样,控制表可应用于经济领域范围的典型的资金费用方面:

应用AFIS-N,每12个月一周期,总共节约$39,750。
节约是表现在下列指标基础上:
* 仅仅大修那些超过确定的棉结水平的梳棉机。
* 所有棉梳棉机磨损不在同一比率上。
* 减少梳棉机零部件的更换能达到附加的节约资金的目的,诸如,盖板与刺辊锡林。
八. 结 论
乌斯特AFIS棉结分类系统将棉结分成纤维棉结(或纤维纠缠)和籽屑棉结。这个关键问题能从技术上立即得到解决。它应用于实现梳棉工序的清除效率,清除棉纱线中的籽屑。减少条子中的棉结,降低纱线中的棉结和常发性纱疵,改善织物外观。采用AFIS加工工序控制表,替代传统的梳棉保养计划能大量地减少梳棉车间的设备修理和改造资金。籽屑棉结一般影响乌斯特均匀度仪测试的+200%常发性疵点范围内的疵点值。总之,它是查明梳棉盖板隔距、盖板速度和梳棉生产效率影响籽屑棉结的清除的原因的最好方法。具有最优化加工设备和发现原棉中异常高水平的籽屑棉结与环锭纺纱厂生产一线的联系的能力。这项技术能让纺织人适应更多的竞争,给消费者连续提供高质量的棉产品。
九. 参 考 文 献
约瑟夫M.Yankey,USTER AFIS-N在棉梳棉机保养中的应用,January 1994
约瑟夫 C.鲍尔温,莫娜 Qaud,and Anji C.Schleth,AFIS籽屑棉结测量,Beltwide棉花讨论会介绍,January 1995
Hossein M.Ghorashi,Joseph C。鲍尔温,and Masood A。Khan,AFIS 先进(进步)In棉结与长度测量,Beltwide Cotton Conference Presentation,January 1995。
乌斯特新闻公报 第36号。(USTER News Bulletin,No.36)
乌斯特新闻公报 第38号。(USTER News Bulletin,No.38)
M.Frey and A.Schleth,1994. 从纤维获得的数据的实例和在环锭纺纱厂的应用,国际棉花会议,布莱梅,1994