
天丝纤维具有纤维素纤维的优良特性,干断裂强度接近于,优于粘胶纤维,融合了天然纤维和合成纤维的优点;亚麻纤维是天然纺织纤维中唯一的束状纤维,具有吸湿散热快、消除静电、透气滑爽等特点。用天丝纤维和亚麻纤维混合,纺制成天丝/亚麻转杯纱,其织物手感挺括、吸湿性好,具有丝绸的悬垂性,而且透气
滑爽、冬暖夏凉,可以开发出高附加值的机织和针织产品,市场前景广阔。
1 原料性能和纺纱品种
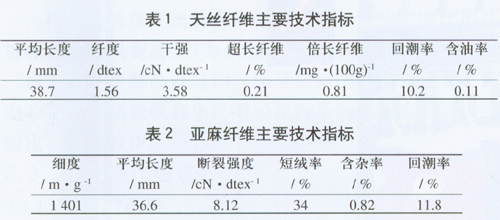
1.1 纤维性能指标(表1、表2)
1.2 纺纱品种
29.7tex天丝/亚麻85/15。
2 原料的混合方法
因亚麻纤维和天丝纤维的物理性能差异较大,为保证成纱配比的准确性,采用圆盘混合(第一步混合)和棉条混合(第二步混合)相结合的二步混合方法。
亚麻中所含的短绒和疵点较多,因此要先在开清棉工序进行预处理,制成亚麻卷,再将亚麻卷和天丝在圆盘混合。要求制成的天丝/亚麻混合卷中天丝纤维占65%,亚麻占35%。在圆盘中,要严格按照成分重量上机,要特别注意天丝、亚麻交叉排列,以保证抓棉打手均匀抓取两种原料,确保天丝/亚麻混合卷中两种纤维配比的准确性。
因亚麻纤维含杂多,刚性大,比较脆硬,容易损伤,短绒也多,所以,在开清工序落麻率较大,而天丝纤维落率相对小一些。为了保证天丝/亚麻卷中天丝/亚麻65/35的配比,在投料时要考虑两种纤维落率的差异,投料时要适当加大亚麻含量,经多次试验,投料比为天丝/亚麻62/38时,成卷实际配比为天丝/亚麻64.8/35.2。
3 生产工艺分析与探讨
3.1 生产工艺流程
3.1.1 清梳工序
A002C型自动抓棉机一A035C型开棉机(附A045B型凝棉器)--A036B型开棉机(附A045B型凝棉器)--A092A型双棉箱给棉机(附A045B型凝棉器)--A076C型单打手成卷机--A186D型梳棉机。
天丝/亚麻混合料与纯天丝纤维分别经过清梳工序制成天丝/亚麻生条和天丝生条。
3.1.2并条和转杯纺工序
A272F型并条机(天丝/亚麻生条预并)--A272F型并条机(天丝/亚麻预并条子与天丝生条混一)--A272F型并条机(混二)--A272F型并条机(混三)--FA601A型转杯纺纱机。
3.2各工序技术分析
3.2.1开清工序
开清工序以开松、混合为主,做到精细抓取、多松少打、少伤纤维、混合均匀。
因亚麻纤维较脆、天丝纤维强力低,所以开清工序的打击点不宜太多,梳针速度也不要太高。A076型成卷机综合打手的速度可控制在900r/min以下。
为了使成卷紧密,以有利于梳棉工序给棉罗拉的握持,天丝/亚麻卷应采用较重的定量和较短的卷长,卷的定量为423g/m,设计卷长为32.4m。制成的天丝/亚麻卷每米重量不匀率要控制在1.2%之内。
天丝/亚麻卷的主要质量指标为:每米重量不匀率1.15%,伸长率0.95%,天丝/亚麻实际配比64.8/35.2,回潮率12.3%。
3.2.2梳棉工序
在梳棉工序要体现“深化梳理、精细除杂、少伤纤维、顺利转移”的工艺原则。
梳棉机各部位的隔距应使纤维得到充分的梳理,使纤维顺利转移,及时排除短绒。经反复试验,锡林和盖板之间5点的隔距为0.30、0.25、0.25、0.25、0.30mm时,梳理混合作用较好。适当加大上罩板的上口隔距,可加强对短绒及细杂的排除。
根据天丝纤维及亚麻纤维的特性,梳棉各邮件的速度不宜太高。锡林速度293r/min,刺辊速度699r/min,盖板速度68r/min时,分梳及排杂效果较为理想。
天丝/亚麻生条主要质量情况为:萨氏条干不匀率18.3%,条干CV%5.44,生条重量不匀率(5m外不匀)
4.27%,生条棉结粒数9粒/g,生条杂质粒数2粒/g,棉网清晰度优—级合格率88%。
3.2.3并条工序
在并条工序,先将天丝/亚麻生条进行预并,预并合数为8,预并定量为24.85g/5m,再将预并条和纯天丝生条混并。混并为两道,混一为8根混合,其中预并条1根,天丝生条7根,混一定量为21.16g/5m,天丝生条定量20.23g/5m;混二为8根混合,混二定量为20.39g/5m。预并、混一、混二采用了顺牵伸工艺,以提高纤维的伸直度,改善棉条条干水平,减少棉结增加。
因天丝纤维和亚麻纤维长度及细度差异较大,纤维之间的抱合力较差,应适当降低前罗拉速度,实际为1 133 r/min;要适当减小罗拉隔距,增大罗拉加压压力,以有效地控制浮游纤维的运动,防止粘缠,达到生产正常,提高并条条干水平的日的。
并条主要质量指标为:萨氏条干不匀率15.71%,条干CV%4.01,重量不匀率1.03%,含杂率0.06%。
3.2.4转杯纺纱工序
在转杯纺纱工序,关键要做好纺杯直径、纺杯速度、分梳辊速度、分梳辊针布型号、卷绕张力以及阻捻盘型号的选择,做到既能保证生产正常,又能保证成纱质量。
因为天丝、亚麻纤维平均K度较长,选用中66mm的转杯,转杯实际速度为36 013r/min。考虑天丝、亚麻两种纤维的性能,选用分梳辊的型号为OK6型,分梳辊速度实际为8 115 r/min。采用曲率半径较大的阻捻盘,可以降低成纱断头。纱的捻度大小要通过试验确定,设计捻系数为419,经测试,加捻效率为71%,实际捻系数为297。为既能减少断头又能保证筒纱成形,卷绕张力要偏小掌握,使用90齿的张力齿轮较为合适。
4 成纱主要质量指标
乌斯特条干14.2%,细节12个/km,粗节23个/km,棉结26个/km,单纱断裂强度20.3cN/tex,单纱断裂强力变异系数9.8%,实测捻度54.5捻/10cm,捻度不匀率3.9%,黑板棉结43粒/g,天丝/亚麻实际配比84.2/15.8。
5 结语
天丝/亚麻混纺纱兼有天然纤维和化学纤维的优良特性,采用转杯纺系统生产天丝/亚麻混纺纱,只要工艺技术进行合理配置,再加上完善的质量控制措施,生产的天丝/亚麻转杯纱完全可以满足织造工序的要求。