
гЩгкЮвЙњЕФЯЫЮЌзДЬЌгыЦЗжжашЧѓЃЌжаЕЕДЮОЋЪсЗФИїЕиЗФжЦЯрЕБЦеБщЃЌЦфВњЦЗНЯЖрЃЌЙЪгАЯьКмДѓЁЃФПЧАжївЊДцдкЕФЮЪЬтЪЧЃКвЛЗНУцгЩгкОЋЪсЛњЛњаЭЗБЖрЃЌгааЉЙЄГЇВЩгУаТОЩЩшБИЛьгУвЛжжОЩЙЄвеЃЌвджТВњЦЗжЪСПЯТНЕЃЌЩѕжСГіЯжСЫгаЕФаТЛњЛЙВЛШчОЩЛњВњЦЗжЪСПКУЕФЧщПіЃЛСэвЛЗНУцгЩгкгааЉЪЧаТГЇЃЌгаЕФЫфЮЊРЯГЇЕЋДгЮДЪЙгУЙ§ОЋЪсЩшБИЃЌЫћУЧЖдОЋЪсЕФЬиадгыЙЄвеММЪѕВЂВЛЪьЯЄЃЌЙЪЖјДцдкВЛЩйЮЪЬтЃЌвджТгАЯьВњЦЗжЪСПЁЃЮЊСЫИќКУЕФеЦЮеОЋЪсЗФЕФЙЄвеММЪѕЃЌВЛФмвдГТОЩЩшБИЮЊР§ЃЌвдУтдьГЩЮѓЕМЁЃНёШдвдИпаЇФмОЋЪсЛњЮЊР§ЃЌжиЕуТлЪідкЪЕгУЪБгІеЦЮеЕФддђгывЊЧѓЃЌВЩгУОйР§ЫЕУїЕФЗНЗЈЃЌвдЗжБ№ВЛЭЌЧщПіЃЌВЛЭЌЖдД§ЁЃЛЙеыЖдЦфжмБпЛЗОГЃЌШчЮТЪЊЖШЕФвЊЧѓЃЌЖдНКЙѕЕФвЊЧѓЃЌЖдзМБИЙЄађЙЄвеЕФвЊЧѓЕШЕШзїОпЬхЕФа№ЪіЁЃ
1 ОЋЪсГЕМфЮТЖШгыЯрЖдЪЊЖШЕФеЦЮе
ВтСПЮТЖШЕФвЧБэгаЫЎвјЮТЖШМЦ(ВтЮТЗЖЮЇЮЊ-30Ёц ЁЋ600Ёц)КЭОЦОЋЮТЖШМЦ(ВтЮТЗЖЮЇЮЊ-100ЁцЁЋ70Ёц)ЃЛЛЙгаЫЋН№ЪєЮТЖШМЦ(ПЩСЌајВтСПМАМЧТМЮТЖШ)ЃЛШШЕчХМЮТЖШМЦ(ППЕчЮЛВюМЦВтСПЃЌВтЮТЗЖЮЇЙуЃЌПЩВт-200ЁцЁЋ1300ЁцвдЩЯЃЌВЂЧвПЩвддЖОрРыВтСП)ЃЛШШЕчзшЮТЖШМЦ(ВтЮТЗЖЮЇЮЊ-200ЁцЁЋ500Ёц)ЕШЁЃ
ПеЦјЕФКЌЪЊСПгыЭЌвЛЮТЖШЯТЕФБЅКЭКЌЪЊСПжЎБШГЦЮЊЯрЖдЪЊЖШЁЃЦфБэДяЪНЮЊІЕЃНЃлd/d(БЅ)ЃнЁС100(ЃЅ)ЃЌЯрЖдЪЊЖШЙ§ИпЁЂЙ§ЕЭЖдОЋЪсЙЄађжЪСПЕФгАЯьМћБэ1ЃЌЯрЖдЪЊЖШЮЊ57ЃЅЁЂ58ЃЅЁЂ59ЃЅЪБОЋЪсаЇЙћНЯКУЁЃЗФжЦОЋЪсДПУогыЕгУоЛьЗФВњЦЗЪБЕФЮТЪЊЖШПижЦЗЖЮЇМћБэ2ЁЃ

ЯЫЮЌЛиГБТЪгыГЕМфЯрЖдЪЊЖШЁЂЮТЖШЁЂжмЮЇПеЦјЕФСїЫйКЭдСЯаджЪЕШвђЫиЙиЯЕУмЧаЃЌгШЦфЯрЖдЪЊЖШЪЧгАЯьЛиГБТЪЕФжївЊвђЫиЁЃЮТЖШЁЂЦјСїЫйЖШКЭдУоаджЪЖдУоЯЫЮЌЛиГБТЪЕФгАЯьМћБэ3ЁЃ

2 ОЋЪсЧЃЩьНКЙѕгыЗжРыНКЙѕЕФеЦЮегывЊЧѓ
ОЋЪсЛњЕФЧЃжйгыЗжРыНКЙѕгШЦфЪЧЗжРыНКЙѕдкЗжРыНгКЯЁЂЧЃЩьдЫЖЏжаЃЌвђУоЭјНгДЅУцДѓЃЌвзЪмУоЬЧЁЂУоРЏЁЂгЭМСЕШеГЮлЃЌЧвУоЭјНЯБЁЃЌвзЪмОВЕчгыЦјСїЕФгАЯьЃЌдьГЩЯЫЮЌДгУоЭјжагЮРыГіРДВјШЦНКЙѕвджТЭЃЛњЃЌгАЯьЕНВњСПгыжЪСПЁЃЬиБ№ЪЧЗжРыНКЙѕжБОЖаЁЃЌжЛга25 mmЃЌЧвГЄЖШНЯГЄЃЌЮЊ320 mmЃЌдкЗФВПЪєНЯГЄНЯЯИЕФНКЙѕЃЌЦфЛиФЅГЌЙ§0ЃЎ5 mm(жБОЖЮЊ1mm)вдЩЯМДЮЊБЈЗЯЃЌШчНКЙѕжЪСПВЛКУЃЌМЋвзЗЂЩњАМЯнЛђЦЦЫ№ЃЌвђЦфБэУцзДЬЌгыЪЪЗФадФмвЊЧѓКмИпЃЌвВПЩЫЕЪЧБЃжЄе§ГЃЩњВњЃЌЬсИпОЋЪсУоЭјЁЂУоЬѕжЪСПЕФЙиМќЦїВФЁЃ
2ЃЎ1 КЯРэеЦЮеКУОЋЪсЛњВЛЭЌНКЙѕЕФВЛЭЌгВЖШ
ЗжРыНКЙѕдкЙЄзїзДЬЌЪБЃЌСНЖЫЪЉМгвЛЖЈбЙСІгыЗжРыТоРаЮГЩЧЏПкЙВЭЌЮеГжУоЭјЃЌЖдЮ§СжЪсРэКЭУоЭјжЪСПЙиЯЕКмДѓЁЃгЩгкЗжРыНКЙѕКЭЗжРыТоРжБОЖОљНЯЯИЃЌЙЪдкЙЄзїбЙСІзїгУЯТЖМЛсВњЩњФгадБфаЮЃЌдьГЩжаМфбЙСІМѕаЁЃЌДгЖјЪЙНКЙѕЖдУоЭјЕФЮеГжСІдкжаЮЪВПЗжЯрЖдаЁгкСНЖЫЃЌвзГіЯжУоЭјЦЦЖДЃЌгАЯьжЪСПЁЃЮЊДЫгІВЩгУгВЖШЮЊЩлЖћA63ЖШЁЋ65ЖШЕФШэЕЏНКЙѕЮЊвЫЃЌвдМгЧПЖдУоЭјЁЂУоЬѕЕФгааЇПижЦЁЃ
дјвдA201CаЭОЋЪсЛњЩЯЕФНКЙѕзїЙ§ЪдбщЃЌМћБэ4ЫЕУїЁЃЙигкНКЙѕгВЖШгыОЋЪсжЪСПЕФЙиЯЕЃЌвВдкA201CаЭОЋЪсЛњЩЯзіЙ§ЖдБШЪдбщЃЌЯъМћБэ5ЫљЪОЁЃВЛЭЌНКЙѕЕФВЛЭЌгВЖШвЊЧѓМћБэ6ЫљЪОЁЃ

2ЃЎ2 ЖдВЛДІРэНКЙѕЕФеЦЮегывЊЧѓ
ФПЧАЙњФквбОж№ВНЪЙгУВЛДІРэНКЙѕЃЌВЛДІРэНКЙѕПЩдкБэУцВЛДІРэЧщПіЯТЪЙгУЃЌгЩгкГЩЩДжЪСПКУЃЌЙЪЩюЪмгУЛЇЛЖгЁЃзШвдУРЙњArmshtrongЙЋЫОЕФJ-463аЭШэЕЏНКЙѕЮЊР§ЃЌНЋЦфЮяРэгыгІгУЬиадСагкБэ7ЁЃ

ЙњФкФПЧАвбгаВЛДІРэНКЙѕНјШыЪдгУНзЖЮЃЌИљОнЙњМвБъзМGB6030-85ЁАСђЛЏЯ№НКжаЬПРяЗжЩЂЖШЕФВтЖЈЁБжаЙцЖЈЗжЩЂЖШЙВЗж10МЖЃЌ5МЖвдЯТЮЊВюЃЌ5МЖЁЋ6МЖЮЊНЯКУЃЌ7МЖЁЋ8МЖЮЊКУЃЌ9МЖЁЋ10МЖЮЊМЋКУЁЃЗФжЏгУНКЙѕЗжЩЂЖШдк8МЖвдЩЯГЦИпЗжЩЂЖШЁЃгЩгкВЛДІРэНКЙѕБэУцЯИФхЁЂЛЌЫЌЁЂПЙОВЕчадФмКУЃЌЪЪЗФадКУЃЌгаРћгкГЩЩДЬѕИЩЕФЬсИпКЭЩДДУЕФМѕЩйЃЌЙЪгІгУЧАОАКмКУЁЃ
е§ШЗЪЙгУВЛДІРэНКЙѕЃЌЪзЯШгІзЂвтЕФЪЧБэУцВЛДІРэНКЙѕЃЌЦфБэУцЧаЮ№дйЪЙгУШЮКЮЭПСЯЃЌвдУтГіЯжвьГЃЁЃгаЕФГЇвдНЯИпМлЙКНјетжжБэУцВЛДІРэШэЕЏНКЙѕКѓМДНјааЭПСЯДІРэЃЌНсЙћдьГЩеГЛЈЁЂВјЛЈбЯжигАЯьЕНе§ГЃЩњВњЃЌЦфаЇЙћЗДЖјВЛШчгУЭПСЯДІРэЕФЦеЭЈНКЙѕЃЌдьГЩСЫКмДѓЫ№ЪЇЁЃетЕуБиаыУїШЗЃЌМДВЛДІРэНКЙѕВЛашгУЭПСЯЃЌЦНЪБШ§ЬьЕНЮхЬьКѓгУМЋЩйСПЯДЕгМСЛьКЭЮТЫЎЯДЧхПЋИЩМДПЩЪЙгУЁЃ
ЦфДЮЃЌдкВйзїЩЯНКЙѕЮЪЕФЙЄШЫгыЕВГЕЙЄЖМгІАДЦфдкНКЙѕСНЖЫЕФбеЩЋ(вВМДНКЙѕЕФгВЖШВЛЭЌ)РДЪЙгУКЭДцЗХЃЌШчЧЃЩьНКЙѕШ§ИљЃЌе§ШЗЕФЪЙгУЗНЗЈЪЧзюЧАЕФЗХжУШэЕЏЕФЃЌзюКѓЕФЗХжУЪЪжаШэЕЏЕФЃЌжаМфЕФЗХжУЩдгВЕФЁЃ
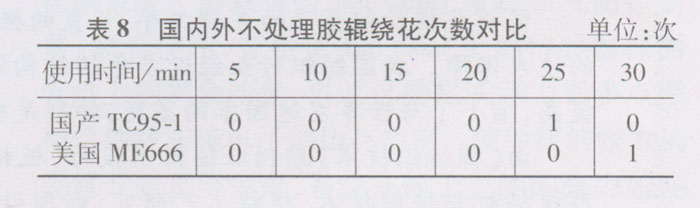
ДгФПЧАЮвЙњбажЦЕФВЛДІРэНКЙѕгыЙњЭтЭЌРрВњЦЗЖдБШЪдбщРДПДЃЌвбЗЧГЃНгНќЃЌМћБэ8ЫљСаЁЃ
3 зМБИЙЄвеЕФбЁдёгыгІгУ
ЗФжаЕЕДЮОЋЪсЩДЕФзМБИЙЄвеВЩгУЬѕОэ-+ВЂОэЙЄвеЛђдЄВЂ-ЬѕВЂСЊЙЄвеОљПЩЁЃ
3ЃЎ1 ЬѕОэ-ВЂОэЙЄве
ЬѕОэЛњЃКВЂКЯИљЪ§20ИљЛђ22ИљЃЛзмЧЃЩьБЖЪ§1ЃЎ3БЖЛђ1ЃЎ5БЖЃЛТоРИєОр8 min x 12 mmЛђ8 mmЁС13 mmЃЛЗФГіИЩжи60 gЃЏmЛђ65g/mЁЃ
ВЂОэЛњЃКВЂКЯОэЪ§5ОэЛђ6ОэЃЛзмЧЃЩьБЖЪ§5БЖЛђ6БЖЃЛТоРИєОр6 mm x 8 mmЛђ6 mm X 9mmЃЛЗФГіИЩжи60 gЃЏmЛђ65 gЃЏmЁЃ
3ЃЎ2 дЄВЂ-ЬѕВЂСЊЙЄве
дЄВЂЃКВЂКЯИљЪ§5ИљЛђ6ИљЃЛзмЧЃЩьБЖЪ§5БЖЛђ6БЖЃЛТоРИєОр6 mmЁС7 mmЁС9 mmЛђ6mmЁС7mmЁС10 mmЃЛЗФГіИЩжи21 gЃЏmЛђ22 gЃЏmЁЃ
ЬѕВЂОэСЊКЯЛњЃКВЂКЯЪ§22ИљЛђ24ИљЃЛзмЧЃЩьБЖЪ§1ЃЎ5БЖЛђ1ЃЎ7БЖЃЛТоРИєОр6mmЁС7mmЛђ5mmЁС6mmЃЛЗФГіИЩжи62 gЃЏmЛђ63 gЃЏm(FA356AЬѕВЂСЊКЯЛњ)ЁЃ
4 жаЕЕДЮОЋЪсЗФЕФЪЕгУЙЄвеЪОР§
жаЕЕДЮОЋЪсЗФвдCJ11ЃЎ7 texЮЊР§ЃЌ8ЃЎ3 texЁЋ13 texФкОљПЩВЮПМЃЌШдвдFA269аЭОЋЪсЛњЮЊР§ЁЃ
ОЋЪсЬѕИЩжиЃЏg•(5 m)-1 23-25
ТфУоТЪЃЏЃЅ 18ЁР1
Ю§СжЖЈЮЛЃЏ(Ёу) 36
ЧЏАхзюдчБеКЯЖЈЪБЃЏ(Ёу) 33ЃЎ5
змЧЃЩьБЖЪ§ 11ЃЎ4ЁЋ12ЃЎ7
КѓЧјЧЃЩьБЖЪ§ 1ЃЎ36
ЖЅЪсВхШыЩюЖШ +0ЃЎ5
ЗжРыНКЙѕМг)~ЃЏbar 3ЃЎ5
ТоРИєОрЃЏmm 4-5
ВЂКЯЪ§ 8
РЎАШПкжБОЖЃЏmm 4
ИјУоГЄЖШЃЏam•ЧЏДЮ-1 5ЃЎ2
ИјУоеХСІ 1ЃЎ08
ДюЭЗПЬЖШ +0ЃЎ5
ЫйЖШЃЏЧЏДЮ•min-1 250-300
ЕчЛњТжжБОЖЃЏmm 144
БЛЖЏТжжБОЖЃЏmm 168
УЋЫЂТжжБОЖЃЏmm 1 09
УоЬѕМђжБОЖЃЏmm 600
УоЬѕЭВИпЖШЃЏmm 1 200
БфЛЛГнТжГнЪ§ЃК
ЧЃЩьГнТжA 38
ЧЃЩьГнТжB 40
ЧЃЩьГнТжC 38
ИјУоМЌТж 18
РрЫЦЛњаЭПЩВЮПМЩЯЪіЙЄвеВЂНјааЪЪЕБЕїећЁЃ