
1 毛羽问题
棉纱的毛羽按纤维伸出纱线基体的形态不同分为:端毛羽、圈毛羽和浮游毛羽三种;按纱线方向分为:头向毛羽、尾向毛羽、双向毛羽、圈向毛羽和乱向毛羽,计十五种。一般情况,0.5~1 mm长度的毛羽占总数的60%左右,1~3 mm长度的毛羽占总数的35%左右,3mm以上长度的毛羽占毛羽总数的5%左右。棉纱通常是由一根一根短纤维经捻合凝聚而成的,有毛羽伸出纱体是必然的,关键是3mm以上的毛羽会严重影响后道的生产,影响纱线及其最终产品的外观、手感和使用性能。如:纱线之间容易缠结,导致织布时纱线不能顺利通过经停片、综眼和筘齿,造成开口不清或断头增多。在无梭织机上使用时,因织机多为小梭口、大张力、高速度的工作状态,若纱线毛羽问题严重,则会引起经纱阻挡断头,织造效率降低。可以说,控制棉纱毛羽是组织织造生产的关键。棉纱毛羽问题除对棉织物产品质量产生不利影响外,还会在下游各工序因受摩擦而脱落,形成飞花,导致环境污染问题,危害人的身体健康。
2 毛羽成因
2.1 纤维性质
棉纱毛羽与棉纤维的成熟度、长度、短绒率和细度有关。毛羽大多是纱体中纤维端的外露形成的。纱线内纤维根数越多,头尾数也越多,其它条件一样的情况下毛羽数也就越多,纤维长度越短,越易产生毛羽.众多学者的研究表明,在纤维的诸多物理性能中,棉纤维的扭转刚度和挠曲刚度是与纱线毛羽最密切相关的性能。棉纤维的扭转刚度和挠曲刚度大,纤维端伸出纱体的可能性就大,形成的毛羽就多。
通过试验,发现我厂的普梳32S棉纱中,细纱毛羽的三分之二以上表现为棉纤维的根端伸出纱体,仅有六分之一左右为棉纤维的稍端伸出纱体。分析认为,棉纤维的根端比稍端粗,刚度大,根端比稍端更易凸出纱体而成为毛羽,所以,棉纱的端毛羽多为棉纤维的根端。
生产中发现,在一定的工艺条件下,原棉的成熟度高,细绒棉、长绒棉纺纱时,毛羽较少。分析认为,原棉成熟度高,棉纤维的强力好,纤维相对来说粗细均匀,长度较长。纱线单位长度内纤维数减少,纤维头减少,而且,长细纤维易受加捻扭矩和纤维间摩擦力的作用而使可能伸出纱体的纤维头长度减短。所以,纱体光滑,毛羽较少。
棉纤维的平行度和整齐度指标,除了与原棉纤维的性能有关外,还主要取决于前纺各工序的加工工艺,因此,平行度和整齐度对棉纱毛羽的影响在下文前纺工艺中一并讨论。
2.2 前纺工艺
(1) 梳理工序。棉条中短绒含量越高,越容易产生毛羽。试验证明:当一般原棉的短绒排除率在5%以下时,成纱毛羽数量较多;短绒排除率在5%以上时,成纱的毛羽将会减少。一般来说,普梳纱比精梳纱的毛羽多30%~40%。通过精梳工艺,排除了棉的大量短纤维,提高了纤维伸直平行度,所以成纱毛羽会减少。
(2) 并粗工序。经二道并条的成纱毛羽比经一道并条的成纱毛羽少。经二道并条的棉须条中纤维的伸直平行度改善,有利于减少毛羽。采用头并大、二并小的并条后区牵伸,也有利于纤维伸直。二道并条采用集中前区牵伸工艺则有利于减少纤维弯钩。
粗纱条的表面不光洁,可以在细纱加工中导致毛羽增多,所以,粗纱工序适当加大捻系数对减少棉毛羽有利。另外,粗纱车上的棉条通道不光洁也会造成纱线的毛羽增多。
2.3 细纱工艺
(1) 细纱是纺纱的关键工序,其纺专器材的优劣对成纱毛羽影响较大.主要表现为:①钢领直径不精确,圆整度、平整度不良,或有波纹、毛刺、凹凸不平与不光洁,钢领板不平或走动变形,上下运动不垂直,会造成纺纱张力的起伏波动与摩擦效应增加,导致纱线毛羽增加;②钢丝圈与钢领配合不良、嵌花,会造成纱线毛羽显著增加;③导纱钩起槽,对纱条的摩擦,会使毛羽增加;④胶辊胶圈硬度过大,静电集聚,会导致缠绕严重,出现毛羽;⑤锭子对锭尖中心不准,造成纺纱张力波动而使纱线毛羽数量增加。
(2) 细纱集合器能收拢纱条边缘纤维,使纱条结构紧密、光滑,从而减少毛羽,但若集合器的开口过小,则会使棉须条变毛糙,增加棉纱毛羽。
(3) 纱线对导纱钩的包围弧过大,会影响加捻的传递,纺纱段捻度减小,毛羽会增加。
(4) 细纱锭速和车间温湿度条件也是影响毛羽的重要因素。成纱毛羽数随细纱锭速呈正比例增加。细纱车间的相对湿度低于50%时,成纱毛羽也会急剧增加。
(5) 细纱机加捻部分的工艺条件与设备状态不良;纱线受到刮擦,会损伤纱线结构,使毛羽增加。加捻过程中,外来飞花和短绒附着于纱体而部分捻人纱中,也会形成毛羽。
2.4 络筒工艺
络筒是纺纱的最后一道工序,络筒加工,除了改变棉纱的卷装形式和质量外,而且可以切除粗节、弱节等纱疵。但是,络筒工艺的不良却会导致棉纱最终毛羽盼增加。有人做过试验,棉纱经络筒工序后,毛羽大致可增加50%-150%,有的甚至高达250%。这是因为在络筒过程中,纱线与络筒机各部件接触、碰撞、摩擦,使原来已被包卷在纱体中的纤维端露出纱体,形成新毛羽或将原棉纱上的短毛羽扯拉成长毛羽。
(1) 槽筒。目前,国内棉纺织厂使用的槽筒有胶木槽筒和金属槽筒两大类。传统胶木槽筒的耐磨性差,使用过程中表面易起沟槽,沟槽对纱线的摩擦致使棉纱毛羽增加。
(2) 络纱通道.络纱通道包括张力架S板、瓷柱、清纱器检测头、导纱管套、张力碗、探针,这些元件一旦出现毛刺、凹槽、破损,接触纱处表面不光洁时,棉纱在运动过程中就会受到较大的摩擦,并产生静电,导致棉纱毛羽增加。正常情况下,张力碗是平衡转动的,如果张力碗内孔被磨大或磨偏,纱线就会处于较长时间段内的静止不动状态,棉纱受到的摩擦变大,纱线毛羽增加。
(3) 自停装置。正常的自停装置自停箱油量充足,纱线断头时,筒纱立即跳起,脱离高速旋转的槽筒,否则,筒纱不立即跳起,不能脱离槽筒,而与高速运转的槽筒保持不变位置的摩擦,严重损伤纱线,使毛羽增加。如果自停箱缺油,筒纱启动之前,在下降过程中速度过快,和槽筒接触的冲击力过猛,摩擦力加大,棉纱受到损伤,毛羽数量增加。
(4) 宝塔管、筒锭和槽筒的配合。若筒锭角度产生偏差,即宝塔管和槽筒角度不对,两者不密接,宝塔管的大头或小头和槽筒有较大缝隙,筒纱在运动中就会产生跳动。当宝塔管的孔大或锭管压簧失效时,两者之间的配合不密接,络纱过程中,筒纱和槽筒之间就会产生纵向滑移。筒纱的跳动与滑移,都会导致筒纱的局部加重摩擦,棉纱毛羽会显著增加。
(5) 工艺参数。①车速越高,纱线与槽筒之间的摩擦力越大,纱线受损伤也越大,毛羽数增加;②张力片重,络纱张力大,纱线与络纱通道各部件的摩擦力增大,棉纱毛羽变长、增多;③清纱隔距过小,纱线因与清纱板摩擦而受到损伤,毛羽增加;④气圈破裂环的位置过高,导纱距离偏大,分别会造成纱线与络纱部件、纱线与管纱之间摩擦力的增大,毛羽量相应增加;⑤筒纱卷装量对棉纱毛羽也存在一定的影响。若卷装过大,筒子重量大,筒子与槽筒摩擦力大,纱线受损伤大,棉纱毛羽量就会增加。
3 毛羽控制
通过分析棉纱毛羽的成因,组织攻关小组,对成纱毛羽问题进行研究,分项采取措施,做对比试验,以求控制棉纱毛羽。
3.1 合理配棉
棉纱毛羽与配棉中的回花用量有关。配棉时,我厂兼顾所纺纱线的号数与成纱质量要求进行科学配棉,综合考虑原棉的品质长度、细度、成熟度和短绒率,严格控制回条、回花的用量。如,纺C14.5tex纱的配棉长度为29mm,细度为1.69,短绒率为11%,回条、回花用量控制在6%,经YGl71A型毛羽仪测试,严格控制回条、回花用量,可有效减少由配棉因素产生的毛羽。
3.2 改善前纺的纤维平行伸直度
在前纺加工中,提高梳棉工序的纤维分离度,降低了短绒的增长率;采用精梳加工,使棉纤维的平行度好,短绒少,毛羽总数也少,特别是长毛羽减少明显,可参见表1;采用二道并条,改善棉条中纤维的伸直平行度,减少弯钩纤维.经一道并条和经二道并条的棉纱毛羽情况见表2。
表1 精梳纱普梳纱毛羽长度对比 %

表2 一道、二道并条加工对毛羽的影响 个/10m

1.C14.5tex;2.YGl71A型毛羽测试仪;3.随机抽取筒纱,连续测试10次,测试片段长度为10m,毛羽数为平均值;4.以下表3~8均同此表注。
3.3增加粗纱捻系数
适当增加粗纱捻系数,减小后区牵伸倍数,放大后区罗拉中心距,放大后区牵伸倍数,可降低后牵伸区纤维的扩散程度,并可提高进入前牵伸区的须条紧密度。粗纱前皮辊前冲3mm,以加强对粗纱加捻三角区纤维的控制,使粗纱的纱身光洁。合理选择喇叭口口径及集棉器开口大小,一般偏小掌握。改进前后的对比数据见表3。
表3 粗纱工艺改进对纱线毛羽的影响

3.4 合理选择细纱锭速
在纺纱号数和配棉工艺一定的情况下,棉纱毛羽数随锭速增加几乎成正比例增加。表4是在同粗纱、同细纱锭的条件下的对比试验。
表4 细纱锭速对棉纱毛羽的影响

从表4看出,细纱和锭速对棉纱毛羽有较大影响。因此,实际生产中,应合理选择细纱锭速,妥善处理细纱产量与质量的矛盾,使企业的产品质量与产量处于最优化状态。
3.5 放大细纱后区罗拉中心距
适当放大后区罗拉中心距,减小后区牵伸倍数,对减少毛羽有利(见表5)。因此,在制定细纱工艺参数时,考虑设备条件的情况下,尽量把前区罗拉中心距定小,减小胶圈钳口至前罗拉握持点的距离,以提高对纤维的控制力。
表5 细纱牵伸区工艺参数对毛羽的影响 个/10m

3.6精选胶辊胶圈
采用两种表面硬度不同的不处理胶辊进行试验。这两种胶辊分别是:WRC-965双层胶辊,邵氏A硬度为65度;WRC-963双层胶辊,邵氏A硬度为63度。试验数据见表6。
表6 不同硬度胶辊对棉纱毛羽的影响 个/10m

从表6看出,胶辊的硬度适当降低,可以改善棉纱毛羽状态。生产中,采用了WRC-963双层表面不处理胶辊,并配以内花纹胶圈。因为内花纹胶圈内层有细小花纹,所以加强了胶圈与罗拉的啮合,减少滑溜,增强了有效驱动,胶圈运动灵活,在牵伸过程中有利于对纤维的控制,对边缘纤维的控制力加强,减少了浮游纤维头端伸出棉条的几率。
3.7严格控制络筒的纱线张力
络筒张力的大小直接表现为纱线与络纱通道各部件摩擦强度的强弱,与毛羽增加数存在着正相关的关系(见表7)。
表7 络筒张力大小对棉纱毛羽的影响
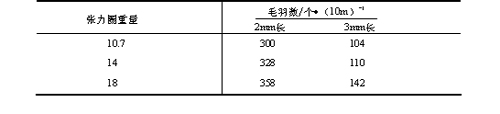
因此,在保证筒子成形良好的情况下,合理选择张力盘,控制络纱张力,对减少棉纱毛羽有必然联系。
3.8选用金属槽筒
在定性分析络纱槽筒对棉纱毛羽影响的基础上,我厂又做了定量的对比试验,在同样的工艺条件下,对比金属槽筒和胶木槽筒,测试结果见表8.
表8 胶木槽筒和金属槽筒对棉纱毛羽的影响 个/10m

从表8看出,使用金属槽筒,可显著减少棉纱毛羽。我厂在生产中还进行了生产涤棉纱的试验,发现,对于涤棉纱来说,使用金属槽筒更有优势,其原因是金属槽筒具有消除静电的功能,而且表面光滑,不易在槽筒表面形成沟痕,因此,络筒改用金属槽筒是减少棉纱毛羽的有效措施。
4 控制毛羽的效果
通过对毛羽问题的分析和试验,采取了以上8项措施,基本解决了棉纱毛羽问题(见表9)。
表9 采取8项措施控制棉纱毛羽的效果 个/10m

1.测试品种分别为:C14.5tex和JCl4.5tex;2.YG171A型毛羽测试仪;3.随机抽取筒纱,连续测试10次,测试片段长度为10 m,毛羽数为平均值。
采取措施后,不仅棉纱毛羽数量显著减少,而且毛羽状态比较均匀、稳定,满足了筒纱出口的质量要求。
5 结 语
以上总结讨论多是从工艺技术角度进行的考虑。实践中,要取得稳定的技术攻关效果,还必须从操作管理和挡车工的产品质量意识培养方面多做工作。只有企业的全体职工从思想上重视产品质量问题,加上科学管理,才能取得长期稳定的改进效果。
【资料来源】
《中原工学院学报》2003年第3期