
各种性能优异的人造纤维素纤维的不断推出,使得服装面料越来越丰富多彩,如国外最新一代的高湿莫量粘胶纤维莫代尔(Modal)、天丝(Tencel)等新颖纤维近年来已成为市场上深受欢迎的纺织原料。对比两种纤维,天丝在性能上优于莫代尔,但价格不菲,国内多数生产企业难以承受;而莫代尔在价格上虽然易于接受,但其性能不及天丝,满足不了产品追求更高档次的需求。因此,市场迫切需要一种既有天丝的优异性能又有莫代尔适中价格的高档纤维素纤维。塔富赛尔纤维(日本称Polynosic纤维)是一种新型高湿模量再生纤维素纤维,它是用100%高纯度精制木浆制成的浆,采用日本东洋纺的先进技术及国际上最先进的生产设备生产的一种再生纤维素纤维,国内注册品牌称丽赛(Richcel),这种纤维断裂强度高,断裂伸长适中,吸水率高,织物形状和尺寸稳定性好,而且耐碱性好,与棉混纺时能经受丝光处理,用它织成的织物具有导湿透气、手感柔软滑爽、悬垂性好、染色鲜艳、光泽明亮等特点,它的性能接近于天丝,而又有莫代尔纤维的价格优势,有着很好的市场竞争力和前景
细旦纤维织成的面料光泽柔和,透气透湿性好,手感既柔软又挺刮,有真丝般的滑爽感,又有长绒棉的穿着舒适性,它与塔富赛尔纤维混纺加工成的织物面料,风格更具特色,既有细旦纤维的特点,又有塔富赛尔优点,是高档的时装面料,有着很好的产品附加值。
l 原料性能、纱线规格及工艺流程
1.1 塔富赛尔纤维的性能
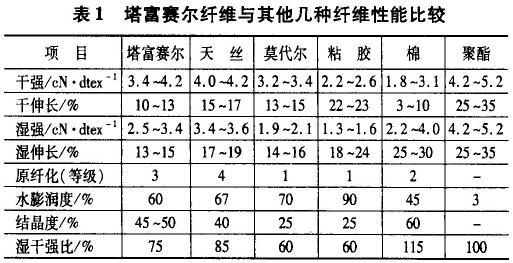
塔富赛尔纤维具有优异的综合性能。原料来自于日本进口的天然针叶树精制专用木浆,全程清洁生产,其废弃物可自然降解,安全环保。纤维截面呈圆型、全芯、原纤微细结构,纤维细度为1.1l~5.56 dtex,纤维长度为38~100 mln,可以纯纺或混纺。在几种再生纤
维素纤维中,塔富赛尔纤维的断裂强度较高,与短纤相近;湿态下的强度损失一般不超过30%;断裂伸长较低,织物水洗后的变形较小,尺寸稳定性是再生纤维素纤维中最好的;初始模量与棉纤维相近,在小的或中等负荷下产生的变形不大。与其他几种再生纤维素纤维、棉和的性能比较见表l。
1.2 细旦纤维的性能
细旦纤维的细度超过长绒棉、真丝、羊绒等天然纤维,服用性能好。但它与常规纤维相比有刚度小、单位质量比表面积大、断裂强力低等特性,因此细旦纤维在梳理过程中容易断裂、缠绕、产生静电。
主要性能指标:细度0.89 dtex,长度38 mm,干强5. 57 cN/dtex,湿强5.38 cN/dtex,回潮率0.5%,干伸长17.98%,湿伸长17.62%,质量比电阻8.2 Ω·g/cm2。
1.3 纺纱工艺流程
加工纱线为塔富赛尔/细旦(60/40)14.6tex。
塔富赛尔:A002C→A006C→A036C→A092→A076C→A186D→A272F
0.88 dtex:A005型抓棉机→高效棉箱→A092型棉箱→A076C→A186D
塔富赛尔+0.88 dtex:272F混一并→A272F混二并→A272F混三并→A454E粗纱机→A515细纱机→村田自动络筒机
2 主要技术参数及工艺特点
2.1 清花工序
清花生产工艺采用“短流程、低速度、勤抓少抓、多松少打、多收少落、大隔距、防粘连”的工艺原则。抓棉机刀片伸出肋条距离调整为2 mm,对这两种纤维的开松打击力度不能太强烈,应适当降低打手速度,减少纤维打击次数,各部件的打手速度比纺普通时的速度低15%左右;放大给棉罗拉与打手之间的隔距,加强开松梳理,减少纤维的损伤。细旦由于质量比表面积大,在生产过程中纤维的摩擦机率增加,特别是在梳棉工序的梳理过程中静电现象十分严重,纤维易缠绕锡林产生大量棉结,因此在对细旦棉包开松前要加适量的防静电剂,经24小时平衡后投入生产,成卷后用尼龙布包扎防止油剂、水分挥发。清花工序主要工艺参数如下。
(1) 塔富赛尔纤维:抓棉机转速690 r/min,A006C打手转速430 r/min,A036C采用梳针打手,打手转速为560 r/min,A036C打手与给棉罗拉隔距调整为12mm,A076C综合打手转速为750 r/min,卷子定量为370 g/m,质量不匀率控制在1.2%以内。
(2) 细旦纤维:抓棉机转速690 r/min,高效棉箱打手转速(r/min)为300×370×440×540×670,豪猪打手转速600 r/min,A076C综合打手转速750 r/min,卷子定量383 g/m,重量不匀率控制在1.2%以内。
2.2 梳棉工序
梳棉工序采用“低速度、大隔距、快转移、轻定量、少落棉、小张力”的工艺原则,减少纤维损伤和短绒的增加,适当提高除尘刀位置,增大除尘刀的安装角度,减少落棉,节约用棉量。细旦由于纤维细度细,刚性差,容易缠结,因此锡林针布选用矮、浅、密、工作角适当小的2520×01560型号,以保证纤维能够梳理充分,缠绕减少,转移顺利。道夫针布选用4530×02080型号,增加了齿高和齿间容量,以提高凝聚剥取能力解决细旦纤维难转移的问题。盖板针布选用702型,以提高纤维伸直平行度和棉网清晰度,减少成纱千米棉结。梳棉工序主要工艺配置如下。
2.2.1 塔富赛尔纤维
生条定量18.02 g/5m,锡林转速280 r/min,刺辊转速650 r/rain,速比1:2.22,盖板速度82 mm/min,道夫转速650 r/min,锡林~盖板隔距为0.23、0.20、0.20、0.20、0.23 mm,锡林~道夫隔距为0.13 mm,给棉板~刺辊隔距为0.30 mm。
2.2.2 细旦
生条定量17.5g/5m,锡林转速300 r/min,刺辊转速760 r/min,速比1:2.08,盖板速度140 mm/min,道夫转速15 r/min,锡林~盖板隔距为0.23、0.20、0.20、0.20、0.23 mm,锡林~道夫隔距0.18 mm,给棉板~刺辊隔距0.30 mm。
2.3 并条工序
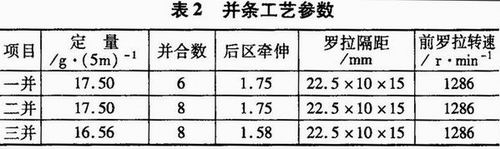
并条工序的作用主要是改善条子的长片段不匀率,增加纤维的伸直平行度,改善条子中的纤维弯钩状态,同时通过并合使不同性状的纤维得到充分混合。针对纤维长度长、纤维之间摩擦力大的特性,并条工序运用“重加压、中定量、大隔距、低速度”的工艺原则,采用三道混合,使两种纤维充分混合,降低条子质量不匀率。同时适当放大罗拉隔距,合理牵伸分配,以改善纤维结构,提高纤维伸直平行度;适当增加摇架压力,保持罗拉钳口对纤维有足够的握持力,确保纤维在牵伸过程中稳定运动,保证条干水平。皮辊表面采用BS复合涂料处理,减少绕皮辊现象。并条工艺主要参数见表2。
2.4 粗纱工序
粗纱工序采用“大隔距、重加压、小捻度”的工艺原则,目的是进一步提高纤维平行分离度,控制粗纱伸长率,防止因牵伸不良而产生条干恶化。由于纤维间的摩擦力大,因此要采用合理的粗纱捻系数,保证粗纱成形与细纱退绕时不致于产生意外牵伸,同时又有利于细纱工序在牵伸过程中对纤维的控制,避免细纱出“硬头”等条干恶化的现象。
粗纱工序主要工艺参数:粗纱定量4.05 g/10m,后区牵伸1.24,捻系数60,罗拉隔距27.5×37.5 mm,前罗拉转速199 r/min。车间温度控制在27~31℃,相对湿度控制在55%~65%。
2.5 细纱工序
细纱工序采用“低速度、中加压、小后区牵伸倍数”的工艺原则。塔富赛尔纤维是一种高强低伸纤维,从表l可以看出相对其他纤维它的干、湿伸长率都偏低,弹性稍差,为减少细纱断头率,细纱机锭速不能太高。摇架压力设定为137×98×137 N/双锭。皮辊硬度为邵氏A70。为减少成纱细节,提高条干均匀度,细纱后区牵伸选用较小的牵伸倍数,适当放大后区罗拉隔距。车间温度控制在27~31℃,相对湿度控制在 56%~65%,偏高掌握,防止生产中飞花过多而产生大量纱疵。
细纱主要工艺参数:后区牵伸倍数1.16,罗拉隔距18×30mm,捻系数333,锭子转速14 120 r/min,钢领型号PGl—4254。
2.6 络筒工序
络筒工序采用村田公司的Muratec No.7一V型自动络筒机,槽筒转速1 000 r/min,电子清纱工艺设定为S:1.6×2, T:30×30, L:30×30。
3 成纱质量
单纱强力采用YC023J型单纱强力仪测试,拉伸速度150 mm/min,预加张力210 cN。条干均匀度仪为 Uster Ⅱ一B型,三个千米设定范围为细节一50%,粗节+50%,棉结+200%。
成纱品质:百米质量CVl.8%,百米质量偏差为一0.5%,单纱断裂强力281.1 cN,单纱强力CV为10.1%,单纱断裂强度19.3 cN/tex,乌斯特条干CV为13.3%,千米细节7.5,千米粗节23,千米棉结63.5。
4 结语
塔富赛尔纤维与细旦纤维混纺纱线生产过程中主要要注意以下几点。
(1) 清花工序要注意减轻对纤维的打击力度,减少纤维损伤。要控制落棉,节约成本。
(2) 梳棉工序对细旦要选用合理的工艺参数,提高纤维的梳理度和转移率,减少纱疵和棉结。
(3) 并条工序要适当放大后区牵伸倍数和罗拉隔距,增大摇架压力,防止出现因牵伸不良而条干恶化。控制好相对湿度,减少绕皮辊、绕罗拉的现象。
(4) 粗纱工序要注意粗纱张力和选定合适的捻系数,减少断头。
(5) 细纱工序要注意出“硬头”现象,要合理选配钢领、钢丝圈,要有较宽畅的纱线通道,防止纱线刮毛,并适当提高相对湿度,以减少断头、飞花和纱疵。