
1 原料的选配及性能
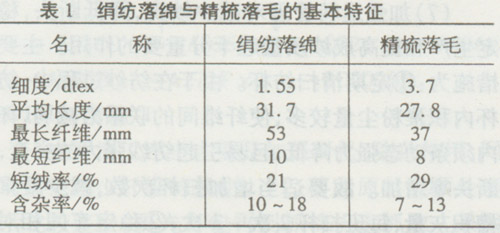
丝/毛混纺转杯纱使用的原料为绢纺落绵和精梳落毛。绢纺厂的落绵有老工艺落绵(A落绵)和新工艺落绵(s落绵)两种,混用时以A落绵为主,S落绵为辅。绢纺落绵的细度与棉纤维相近,但纤维长度差异大,含杂高,并丝多;毛纺厂的精梳落毛同绢纺落绵相比又显得长度短、短绒率高,纤维粗硬,刚性大,纤维间抱合力小。两种纤维的基本特征见表1。
为了提高绢纺落绵和精梳落毛的可纺性能,我们除了合理调节和搭配原料外,还分别对绢纺落绵和精梳落毛进行了预处理,绢纺落绵用SN抗静电剂、平平加、甘油等溶液喷洒,精梳落毛用和毛油、平平加等溶液喷洒,使原料的回潮率能达到13%~16%,两种原料给油加湿后堆放16 h~24 h后混用。另外,为了保证成纱混纺比的准确性,配棉时要考虑两种原料在生产过程中落纤、落杂的不同,注意两种原料的实际用量,我们生产65/35 40 tex丝/毛混纺纱原料用量配比为62/38。
2 纺纱工艺流程
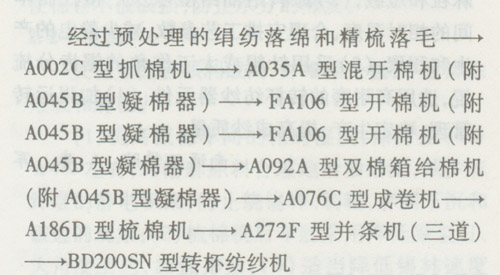
3 生产工艺和主要技术措施
3.1 开清棉
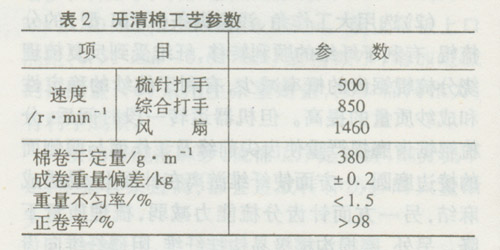
清棉工序主要是加强混和与除杂,贯彻“均匀混和、多松少打、早落、防粘”的工艺原则,要求装箱高低一致,勤抓少抓,均匀抓取,充分发挥棉箱的作用,达到均匀混和;合理选用打手型号,调整其速度及有关工艺参数,增加纤维的开松度,多落杂质;适当加重紧压罗拉压力,防止粘卷。同时,注意统计落杂中两种纤维的含量分析,以便于合理配棉,保证混纺比。开清棉有关工艺参数见表2。
3.2 梳棉
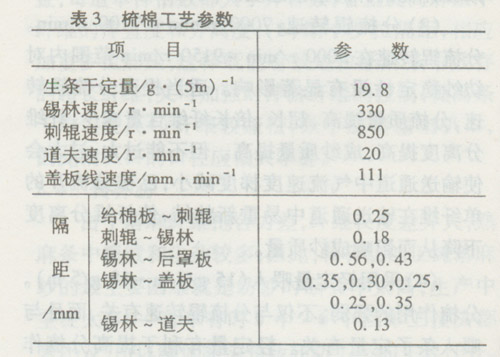
梳棉工序关键是加强分梳和除杂,在保证排除绵粒和尘杂的前提下少落可纺性纤维,保证成纱混纺比的准确性。由于羊毛弹性大,纤维间抱合力小,棉网易破,喇叭口易堵,为此可适当降低道夫速度,减小棉网张力,加装胶圈导棉装置,生条定量偏轻掌握,以便于解决成网成条的难题。梳棉有关工艺参数见表3。
3.3 并条工序
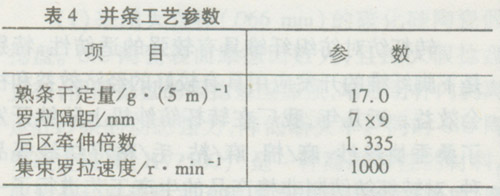
并条工序采用三道并合,适当加大胶辊压力,合理配置罗拉隔距和后区牵伸倍数,保证混和均匀,降低熟条条干不匀率,提高条干均匀度。为防止拥条、堵条,熟条定量偏轻控制且适当降低集束罗拉速度。并条有关工艺参数见表4。
3.4 转杯纺
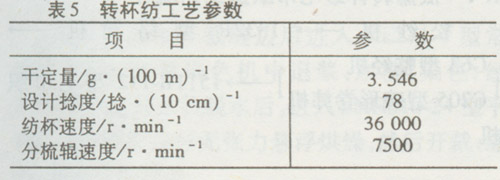
成纱捻度在保证单纱强力的情况下偏小掌握,以防止成纱弹性收缩。纺杯选用直径为66mm的大纺杯,适当提高纺杯转速,增强纤维的凝聚力。为避免或减少绕分梳辊现象,保证纤维快速转移,采用OK一37齿条式分梳辊,并通过对比试验,优选合适的分梳速度。采用直径较大的阻捻盘,增加阻捻效应,保证纺纱段的捻回数,增加强力,稳定开台,降低断头。
转杯纺工序主要工艺参数见表5。
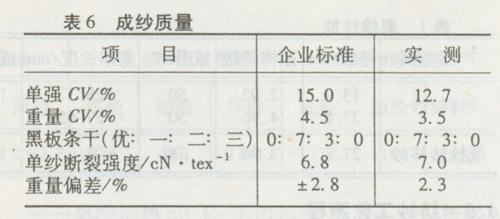
4 成纱质量
丝/毛65/35 40 tex成纱质量见表6。
5 结语
丝/毛混纺转杯纱具有较高的强度,良好的吸湿性和保暖性。其织物色泽柔和,手感松软细腻,对人体皮肤刺激性小。产品可用于加工丝巾,浴垫、枕巾,针织T恤衫和冬季成衣面料等。由于价廉物美,投放市场后深受消费者青睐。该产品的开发为企业带来了较好的经济效益。
纺织论坛
找纺织人才,来纺织人才网