
喷气织机用双层筘是织造巾被织物的主要器材,是纺织厂巾被织物新产品变换品种时不可替代的纺织器材;其制造技术是纺织器材领域近几年的高新技术之一。喷气筘起着控制经纱密度、定幅、导纬、打纬和便于引串等作用。
1 喷气织机用双层筘简介
喷气织机用双层筘的筘片分为上下两层,上层为异形筘片,下层为折形筘片,上下层间隔为1.5mm,两层筘隙间距为节距的1/2;同样的筘隙可减少经纱与筘片的摩擦,并能织造较厚的巾被织物,其效率是普通织机的2倍;更重要的是能提高巾被织物质量。双层喷气筘的筘身强度、筘面弹性、筘齿均匀性、筘面平整度、耐磨性等性能指标要求都很高。
1.1产品结构及原材料
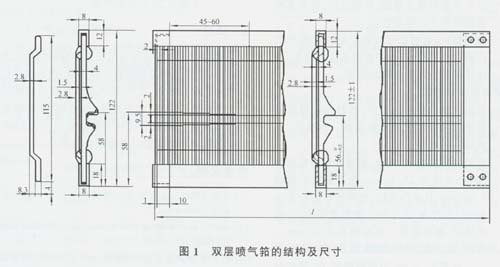
喷气织机用双层筘由上筘梁、下筘梁、异形筘片、折形筘片、半圆丝、扎丝、筘边、粘接剂等组成。在筘的入口处,制作成45 mm~60 mm的喇叭口形,便于引纬,适用于多喷嘴织机织造多纬纱织物;并可根据市场的需要,在织物上织造鸟、虫、花、鱼等各种图案、花纹。因筘隙间的经纱多而粗,并且承受的张力特别大,所以在制作时要特别加强筘身强度。上、下筘梁均使用铝合金材料,异形筘片、折形筘片、扎丝、半圆丝、筘边均使用不锈钢材料,筘梁与筘齿之间采用高强度粘接剂。产品结构见图1。
1.2主要技术要求
a)筘片厚度偏差:±0.005 mm
b)筘片表面硬度:480 HVl;
c)筘片表面粗糙度Ra:0.25μm;
d)筘梁采用高强度铝合金型材,抗拉强度不低于177 MPa,表面硬度不低于60 HV0.2;
e)筘底的平面度公差为1.0 mm每1 000 mm:
f)筘齿总数相对误差小于0.1%;
g)筘齿侧面与下筘梁前平面的夹角为90°±1。:
h)筘齿侧面与下筘梁底平面的夹角为90°±10;
i)筘齿、筘梁、半圆和筘边粘接牢固,注胶饱元件,它的质量好坏直接决定筘的好坏。
j)筘齿排列整齐、均匀,无软齿和弧形齿;筘表面平直光滑,无棱角、毛刺、锈斑等缺陷;
k)气流槽性能应为气耗低、气流变化平稳,并能保证喷气织机顺利引纬。
1.3生产工艺流程
异形筘片一折形筘片一一次编筘一二次编筘一整理(压簧)一注胶一整理一气流槽修磨一检验一包装。
2 异形筘片
2.1 异形筘片的技术要求与制造工艺流程
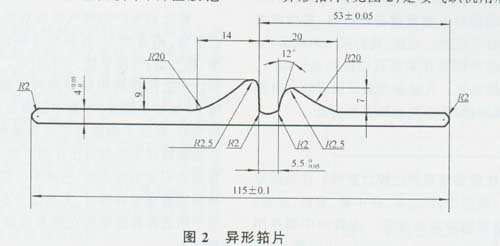
异形筘片(见图2)是喷气织机用双层筘的关键元件,它的质量好坏直接决定筘的好坏。其主要技术要求为:①同批尺寸要一致,表面无棱角、伤痕,色泽要一致;②气流槽耗气低,便于引纬。
其制造工艺流程为:不锈钢带一冲片一抛光一清洗分离一烘干一校直一检验一包装。
2.2 冲片工序
冲片需要模具,制造异形筘片的关键是模具,模具的精度和寿命直接关系到产品的质量和成本。因此,要求模具一次刃磨后必须能冲裁5万片以上,模具寿命必须达到300万片。凸凹模材料选用钢结硬质合金,该合金是界于硬质合金与工具钢之间的一种新型模具材料。它既具有硬质合金的特点,又具有普通工具钢的特点,具有高硬度、高耐磨性、高强度和高韧性;有一定的可锻性,可进行各种切削加工;淬火变形小。凹模采用镶套式,因该合金是较脆的一种材料,所以用作凹模时必须用过盈镶套之后方可使用,以免脆裂。凸模采用浮动式固定方法,不碰模、易装卸、易制造,凸模由卸料板导向。为了确保模具的导向精度,采用4导柱模架,外加4个辅导柱,用冲床进行冲裁。
2.3 抛光工序
异形筘片冲压落料后必须进行抛光,抛光是为了去毛刺、倒棱角、除油污,保持筘片尺寸精度和表面清洁。抛光后的筘片要达到三个要求:①筘片气流槽各部圆弧要均匀一致,以保证双层筘上机时气流畅通无阻,且耗气低;②色泽一致,使编织的筘外表美观;③筘片表面光滑不发涩,保证织造时气流损失小。
抛光设备使用行星滚动式抛光机,机内设有48个罐,罐内使用耐磨、耐油橡胶胆。筘片抛光装罐数量根据筘片厚度不同而不同;研磨料使用球形磨料、隔离粉和抛光液;抛光时间在6.3 h~10.3 h之间,筘片厚时抛光时间则长,筘片薄则抛光时间短。
3 折形筘片
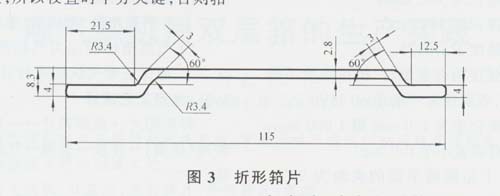
折形筘片(见图3)的形状为折线形;根据筘梁的宽窄不同,直片部分分大小头,亦有两头相同的品种。
其工艺流程为:不锈钢带一冲片一抛光一清洗分离一烘干一校直一检验一包装;与异形筘片的生产工艺基本相同。特别说明的是,因其尺寸小而且筘片不在一条直线上,所以校直时十分关键,否则筘片不平,即发生扭曲现象,质量下降,制成率低。
4 编筘
由于喷气织机双层筘是折形筘片和异形筘片依次间隔均匀地排列,而且受折形筘片形状的限制,所以折形筘片在编筘时不能直接自动送料,采用原来的编扎工艺是行不通的。对此,我们采用两次编扎,即先用编筘机将异形筘片采取双绕松扎进行编扎,然后再编扎折形筘片。扎丝必须保证既柔软又有强度,而且还要有弹性,防止扎丝断头和折叠。
5 整理
整理分为注胶前整理和注胶后整理。注胶前整理的工作内容:放筘边,压边簧,压中簧,定长,定宽,气流槽平直,修整筘片垂直度等。边簧和中簧是用绕簧机圈绕成弹簧,然后压入筘隙中;压边簧、中簧时,一定要位置合理、平直。注胶后整理的工作内容:锯头,清除胶,排筘,研磨气流槽等,气流值的大小是根据喷气织机的型号而确定。
6 结束语
我公司生产的喷气织机双层筘筘身强度高,筘面平整,筘齿均匀,各部尺寸精良,气流槽光洁、平滑、耗气低,气流平稳,有利引纬。因其筘片是双层,所以织造同样的织物使用同等钢筘可增加筘片厚度、增加筘身强度,不至于因多经纱、张力大而使筘齿变形,保证了钢筘的织造质量和使用寿命。双层筘还能够减少经纱与筘片的摩擦,即使织造色织布,布面也不会出现条影、色泽不一致等缺陷;是织造巾被织物最理想的器材,尤其适于多喷嘴喷气织机,适用于织造各种图案和花纹及较厚织物,织物织造质量好。