
1 前言
随着人民生活水平的提高,人们对纺织品的多样性和产品性能的舒适性、卫生性、美观性及实用性向时尚性方向升级,一些中低档的品种已不再受消费者喜爱和青睐。由于目前纺织品生产能力长期低水平重复建设,造成中低档产品过度竞争,造成积压,而一些中高档面料还不能满足。为了提高产品档次和科技含量,增加产品的竞争力和市场覆盖率.满足人们对物质文化要求日益增长的需要。因此我校与某大型企业利用超细旦纤维细、抗弯强度低等优点,开发出超细旦与棉混纺高支纱,其强力高,用它开发研制的涤棉纺高档织物,能把和棉纤维的优点充分发挥出来,用这种纱线加工的织物的手感柔软、悬垂好及耐磨性佳,市场前景看好,是高档服饰的理想面料。为此本文结合生产实践,对影响成纱质量的一些因素进行了分析实验,为提高超细旦涤棉混纺高支纱质量作一探索。
2纤维性能、纱线规格及工艺流程
2.1 原料性能
超细旦纤维细度细、比表面积大,纱线单位截面内根数增加。其条干均匀,柔软性和透气性良好,导湿性优,手感柔软,延伸性好。其细度0.6dtex.38mm,单纤强度4.03CN/dtex,强力不匀率5.1%,含油率0.18%,超长纤维率0%,倍长纤维率0%,断裂伸长率16.98%,质量比,即1.02 x 108(Ωg/cm2),电阻1.02×10*8Ωg/cm*2,回潮率0.45%。
2.2 纱线规格:CJ/T 60/40 7.3tex、CJ/T60/40 4.9tex、T/CJ 55/45 7.3tex、T/CJ 55/45 5.9tex
2.3 工艺流程
3 纺纱主要工艺参数的设计及关键技术措施
为确保超细旦涤棉混纺高支纱线的质量,要严格控制半制品质量,各车间要保持稳定而合适的温湿度,使纺纱过程能够顺利进行。同时把减少纤维损伤、减少棉结、改善条干均匀度及减少成纱毛羽作为攻关重点,并合工序要制定严格且较完善的把关制度和内控指标.严防不符合质量要求的半制品不得流入下工序。
3.1 清花工序主要工艺特点及技术措施
根据超细旦纤维特性,采用“短流程、多分梳、少打击、轻定量、低速度、薄喂入”的工艺原则。为减少打击强度,各部打手速度降低18%,避免纤维过多损伤和减少短绒及棉结;抓棉机打手每次下降2.5~3mm,以提高抓棉机效率,打棉机小车刀片伸出肋条3mm,做到勤抓少抓和多松少打的目的;A036C采用梳针打手,减少因打击力度高和次数多而损伤纤维。涤卷定量偏轻控制,有利于充分开松。涤卷定量390g/m,重量不匀率1.15%,伸长率1.56%,A076打手速度700r/min.
针对长绒棉的特点,采用“低速度,多松少打,多排短绒疵点,小束抓取,早落少碎,渐进开棉破籽,损伤纤维和产生棉结及短绒;A036C尘棒隔距适当放大,以加强梳理和落杂;A076风扇速度调整为1290r/min,以提高棉卷均匀度,适当放大尘棒间隔距及打手与尘棒间隔距,即可早落杂质,减少棉结及短绒,又可多梳并减少纤维损伤,棉卷干定量360g/m.重量不匀率0.8%,纵向不匀率1.1%以下,横向不匀率3.5%,棉卷含杂率1.2%以下。
3.2 梳棉工序主要工艺特点及技术措施
由于超细旦在梳棉机加工过程中,转移困难,易缠锡林,刺辊和道夫,造成生条中棉结增加,纤维在棉网中定向性差;超细旦纤维刚性小、细度细、易扭结和损伤,因此降低棉结粒数,提高纤维在棉网中的伸直平行度,是梳棉工序生产中的关键。采用新型针布型号,其针布齿密基矮,有利于充分转移梳理;采用紧隔距有利于纤维分离伸直平行度的提高,减少纤维相互搓捻扭结,使纤维在棉网中有较好的定向性。适当加长给棉板工作面长度,可减少纤维损伤;锡林速度为295r/min,刺辊速度为695r/min;锡林与道夫间采用紧隔距,有利于道夫对锡林上的纤维进行梳理,并将之顺利凝集转移过来。
梳棉加工长绒棉,也存在纤维易损伤,扭结及生条中棉结增加等同题,为此采用“轻定量、强分梳、多除杂、少损伤、转移好、细水长流梳理、多排短绒”的工艺原则。针布采用纺格夫针布,能达到细致梳理,提高纤维转移率和除杂效率,使纤维伸直平行,具有良好的定向性,能减少棉结和纤维损伤,通过加长给棉板工作长度,降低刺辊速度,可减少纤维损伤,适当增加后车肚落棉及盖板花率,可排出细小杂质,能明显提高涤棉高支纱的质量。
3.3精梳工序主要工艺特点及技术措施
清除棉条中的短绒、棉结及细小杂质,提高纤维的伸直平行度与精梳工序的重点。采用日川整体锡林、植针顶梳和植针密度大的细号针,可降低短绒率和提高纤维伸直平行度;采用轻定量小卷,可使棉卷分层清晰,不易粘卷。采用短给棉工艺能提高棉层梳理效果;改进顶梳梳针规格,调整顶梳指入深度;保证毛刷圆整度,加快毛刷速度,毛刷指人深度调整为3.2mm;落棉率控制在18.5~21.5%之间,能大量排出短纤和杂质,使纤维个直度及平行度改善。
3.4并条工序主要工艺特点及关键技术
据超细旦纤维和长绒棉细度细的特点,须条单位截面内纤维根数多,纤维在牵伸中牵伸力较大,为保证足够的握持力与牵伸力相适应,适当增大压力,使纤维在牵伸过程中稳定运动,提高熟条条干水平,适当降低罗拉速度,以减少纤维因高速磨擦相互扭结形成棉结;针对牵伸力的特点,采用较大的后区牵伸倍数,可减少细纱粗节数量,改善细纱条干均匀率,采用顺牵伸工艺原则,加大头道与二道的后区牵伸倍数;以减少粗节和改善条干.加大末并前区牵伸倍数,以提高纤维伸直平行度。
3.5 粗纱工序主要工艺特点及关键技术
采用“轻定量、中捻度、大压力、大隔距、大轴向卷绕密度、小后区牵伸”的工艺原则,锭速调整为535r/min;采用轻定量,能减轻细纱和牵伸倍数,减小纤维在牵伸运动中的移距偏差,改善成纱条干均匀度;粗纱前后排采用不同假捻器,能减少前后排粗纱张力差异。防止意外伸长,对改善成纱条干十分有效。保持棉条通道光结不挂花,严禁断头附在临纱上。适当控制粗纱定长和粗纱落纱重量,以免粗纱在细纱机上退绕时因拖动产生意外伸长。在加捻卷绕中,粗纱轴向和径向卷绕密度适当加大,能改善粗纱内部结构和提高粗纱光结度,使成纱质量明显提高。其工艺参数为:粗纱定量2.42~2.12g/10m,粗纱捻系数56~62,罗拉隔距27x 34mm,锭速535r/rnin,前罗拉速度162~180r/min,加压重量(kg/双锭)26×15×20,钳口隔距3.0mm,后区牵伸倍数1.24~1.30,轴向卷绕密度3.345圈/cm,中区集合器6×4mm,前区集合器6mm。
采取以上有效措旅后,粗纱重量不匀率为1.20%,乌代条干CV%值为4.6%,萨氏条干CV%为15.4,伸长率为1.7%。
3.6 细纱工序主要工艺特点及关键技术
因超细旦纤维抗弯强度小,易缠绕胶辊和罗拉,采用中弹中硬涂料胶辊,对改善条干均匀和减少断头率及毛羽数有利。细纱捻度与用1.5dtex时相比要适当减小,通常控制在89~91%之间,以提高成纱质量。加大后区牵伸倍数,缩小钳口隔距,以改善条干均匀度;车间相对湿度控制在65~69%之间,减小静电作用的不良影响,使细纱车间生产顺利进行。主要工艺参数为前罗拉速度160r/min,锭速13980~14300r/min,罗拉隔距20×32mm,罗拉加压17 x 12×15kg/双锭,钳口隔距2.5~3.0mm,断头率为5~7根/千锭时,钢丝圈为镀铬钢丝圈,采用亚光钢领,国产上销及气圈环控制,对提高涤棉混纺高支纱质量极为有利。
3.7络筒工序工艺特点
因超细旦纤维回潮率小,与长绒棉混纺生产的涤棉纱,其拒合力小,毛羽多,单强CV%值差异大,静电现象严重,适当降低络纱张力,降低条干恶化幅度,减小新疵点数量,提高络筒机生产效率,络筒按“轻张力、小伸长、保弹性、低速度”原则安排生产,络筒采用无接头新技术,单纱采用空气捻结器,股线采用喷雾捻接器。络纱速度调整为900~1000r/min,能减少纱线损伤幅度,控制棉结上升,减少络纱毛羽数。
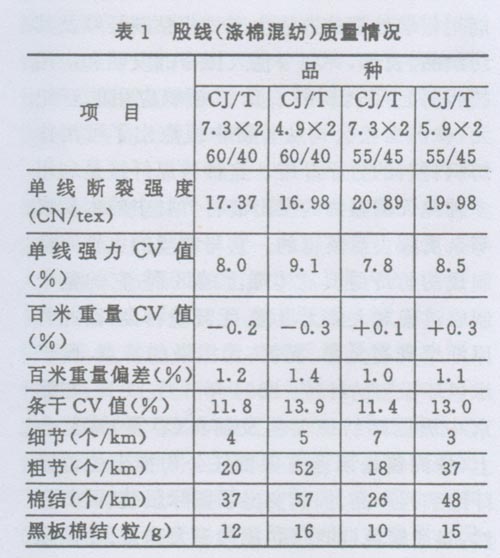
4股线质量情况(见表1)
5 结束语
纺超细旦涤/棉混纺高支纱时,应合理选择长绒棉;据超细旦纤维特性,为减少纤维损伤,清花采用轻定量、薄吸入、轻打多梳、充分开松的工艺原则;减少生条棉结及提高棉网中纤维伸直平行度和定长性是梳棉工序的关键点;精梳工序是有效清除棉条中的棉结和短绒及细小杂质的关键工序;并条工序以提高纤维平行伸直度,改善条于均匀度,降低重量不匀率的重点;粗纱工序的重点在于提高条干均匀度和降低重量不匀率;细纱工序以提高涤棉混纺高支纱条干均匀度,减少粗细节,降低成纱棉结数为重点,用该纱线生产的高支高密高档面料布面平整,手感光滑柔软,悬垂性优,透气性好,经染整加工后是生产高档服饰的理想面料,将日益受到消费者的喜爱。