
ХӘТӘЈә ёЯКХЛхПЛО¬КфУЪөНЗҝёЯЙмРНПЛО¬Ј¬ҫӯИИКХЛхәуДЬІъЙъІ»№жФтөДЧФИ»ҫнЗъЈ¬РЎЙміӨКұөҜРФ»ШёҙВКёЯЈ¬КЦёРИбИн¶шё»УРөҜРФЈ¬ҝЙУлЖХНЁПЛО¬»м·ДҫӯЕт»ҜҙҰАнәуЦЖіЙ·ВГ«ЙҙПЯІъЖ·ЎЈҪйЙЬБЛёЯКХЛхПЛО¬өДРФДЬТФј°АыУГГЮ·ДЙиұёҝӘ·ўЙъІъөУХі»м·Д·ВГ«ЙҙПЯөД№ӨТХҙлК©ЎЈНЁ№эКФСйЈ¬ёщҫЭЙҙПЯ·ВëЧ№ыУЕСЎБЛХіҪәПЛО¬өД»м·ДұИәНіЙЙҙДнПөКэЎЈ¶ФұИ·ЦОцБЛИьВз·ДёҙәПЙҙЎўөҘЙҙј°№ЙПЯИэЦЦҪб№№өУХі»м·ДЙҙПЯөДРФДЬј°ЖдЦҜОпөД·ВГ«·зёсЎЈ
№ШјьҙКЈә ПЛО¬Ј»өНЗҝёЯЙмЈ»ИИКХЛхЈ»өҜРФұдРОЈ»·ВГ«ЦҜОпЈ»ХіҪәПЛО¬Ј»»м·ДЙҙ
№ъДЪКРіЎЙП·ВГ«·ДЦҜЖ·ХэЦрҪҘПтРВЎўМШЎўУЕ·ҪПт·ўХ№Ј¬ОӘЛіУҰКРіЎЗұФЪРиЗуЈ¬ОТГЗСЎУГБЛЎ°ЛҫБЦҝЛЎұёДРФ¶МПЛО¬Ј¬ід·ЦАыУГЖд¶АМШөДёЯКХЛхРФДЬЈ¬ФЪГЮ·ДЙиұёЙПҝӘ·ўІоұр»Ҝ·ВГ«ЙҙПЯІъЖ·Ј¬ёГІъЖ·ҫЯУРБјәГөДКРіЎЗ°ҫ°ЎЈ
1 ФӯБПРФДЬ
Ў°ЛҫБЦҝЛЎұПЛО¬КЗТ»ЦЦНЁ№эОпАнәН»ҜС§ёДРФ·Ҫ·Ё¶шЦЖөГөДҫЯУРёЯКХЛхРФДЬЎўіЈОВіЈС№ЧҙМ¬ПВ·ЦЙўИҫБПҝЙИҫөДРВРНІоұр»ҜёДРФ¶МПЛО¬Ј¬ЖдНв№ЫЎўЙ«ФуЎўКЦёРУлЖХНЁОЮ¶аҙуІоұрЈ¬ЖдОпАнРФДЬЦёұкјыұн1ЎЈ
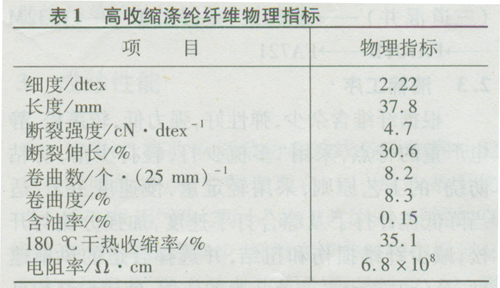
Ў°ЛҫБЦҝЛЎұёЯКХЛхПЛО¬ҫЯУРөНҪбҫ§¶ИЎўёЯИЎПт¶ИөДОў№ЫҪб№№Ј¬Тт¶шЗҝ¶ИТӘұИЖХНЁөН20ЈҘЧуУТЈ¬¶ПБСЙміӨұИЖХНЁёЯ10ЈҘЧуУТЎЈҫӯИИКХЛхәуЈ¬ДЬІъЙъІ»№жФтөДЧФИ»ҫнЗъЈ¬РЎЙміӨКұөҜРФ»ШёҙВКёЯЈ¬РОМ¬ЎўРФДЬУлСтГ«ПаЛЖЈ¬КфУЪөНЗҝёЯЙмРНПЛО¬Ј¬№ККЦёРИбИн¶шё»УРөҜРФЎЈёГПЛО¬УлЖХНЁФӯБП»м·ДЈ¬ІўҫӯЕт»ҜҙҰАнәуЈ¬ёЯКХЛхПЛО¬ДЬІъЙъ35ЈҘЧуУТөДКХЛх¶шіЙОӘЙҙРҫЈ¬Н¬КұАӯ¶ҜЦЬО§ПЛО¬ІъЙъО»ТЖНдЗъ¶ш»·ИЖФЪНвГжРОіЙұнЙҙЈ¬јҙРҫЙҙУРЙн№ЗЈ¬ұнІгЙҙЕоЛЙ·бВъЈ¬·ВГ«ёРЗҝЈ¬УГТФЦҜіЙ·юЧ°ФтұЈРОРФәГЈ¬өҜБҰәГЈ¬КЦёРИбИнЈ¬ұЈЕҜКжККЈ¬ҝЙҙпөҪұИҪПАнПлөД·ВëЧ№ыЎЈ
2 ·ДЙҙ№ӨТХј°јјКхҙлК©
ОТГЗҙУ»ҜПЛ·ВГ«»ъАнИЛКЦЈ¬СЎУГЙПәЈөЪК®»ҜПЛі§ЙъІъөД2Ј®22 dtexX38mmёЯКХЛх(ST)әН1Ј®56dtexX38mmХіҪәЈ¬ФЪГЮ·ДЙиұёЙПіЙ№ҰЙъІъБЛSTЈҜR 36texөҘЙҙЈ¬STЈҜR18 texX2№ЙПЯЈ¬STЈҜR36texИьВз·ДёҙәПЙҙөИёЯКХЛхөУХі»м·ДЙҙПЯЖ·ЦЦЈ¬КФ·ДКұёщҫЭФӯБПМШРФәНЦКБҝөДМШКвТӘЗ󣬶ԷДЙҙёч№ӨРтҪшРРБЛјјКх№Ҙ№ШәН№ӨТХУЕСЎЎЈ
2Ј®1 »м·ДұИөДСЎФс
ёщҫЭІъЖ·РФДЬәН·зёсМШөгөДТӘЗуЈ¬ОТГЗХл¶ФSTЈҜR 18 texЙҙПЯІЙУГУЕСЎ·ЁЈ¬СЎУГБЛSTЈҜR 20ЈҜ80Ј¬STЈҜR40ЈҜ60Ј¬STЈҜR 60ЈҜ40Ј¬STЈҜR 80ЈҜ20ЛДЦЦұИАэҪшРРКФ·ДЈ¬ҫӯ120ЎжұҘәНХфЖшҙҰАнәу¶ФЙҙПЯКХЛхВКЎўЕоЛЙ¶ИЎў¶ПБСЗҝ¶ИҪшРРБЛІвКФЈ¬ЖдКФСйҪб№ыјыұн2ЎЈ

ҙУұн2ҝЙТФҝҙіцЈ¬өұёЯКХЛхПЛО¬ФЪЙҙПЯЦРөДұИАэФцјУКұЈ¬ЙҙПЯөДЕоЛЙ¶ИТІПаУҰФцјУЈ¬МШұрКЗФцјУөҪ40ЈҘТФЙПКұЈ¬ХвЦЦұд»ҜГчПФФцҙуЈ¬ө«Н¬КұЙҙПЯөД¶ПБСЗҝ¶ИТІЛжЧЕёЯКХЛхПЛО¬ұИАэөДФцјУ¶шЦрҪҘҪөөНЈ¬ёщҫЭІвКФҪб№ыЈ¬ЧЫәПҝјВЗІъЖ·іЙұҫЎўјУ№ӨҝЙРРРФәНІъЖ··зёсЈ¬Чоәуҫц¶ЁІЙУГёЯКХЛх40ЈҘЎўХіҪә60ЈҘөД»м·ДұИЎЈ
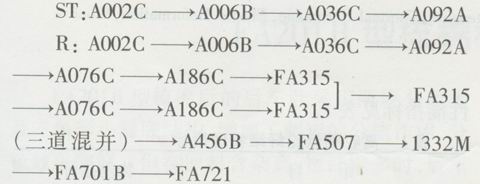
2Ј®2 №ӨТХБчіМ(ТФ»ъРНұнКҫ)
»ъРН
2Ј®3 ЗеГЮ№ӨРт
ёщҫЭПЛО¬ә¬ФУЙЩЈ¬өҜРФәГЈ¬ЗҝБҰөНЈ¬ҪПЕоЛЙЈ¬ҫІөзСПЦШөДМШөгЈ¬ІЙУГЎ°¶аКбЙЩҙтЈ¬ЗбҙтЙЩВдЈ¬·АХі·АИЖЎұөД№ӨТХФӯФтЈ¬ІЙУГЗб¶ЁБҝЈ¬ВэЛЩ¶И№ӨТХЈ¬ККөұҪөөНКбХлҙтКЦј°ЧЫәПҙтКЦЛЩ¶ИЈ¬јУЗҝ·ЦКбУлҝӘЛЙЈ¬јхЙЩПЛО¬ЛрЙЛәНЕӨҪбЈ¬ІўСЎФсәПККөД·зЙИЛЩ¶ИЈ¬ід·Ц·ў»УМмЖҪөчҪЪЧ°ЦГөДЧчУГЈ¬К№іЙҫнҪб№№БјәГЈ¬ЦКБҝ·ыәП№ӨТХТӘЗуЎЈОӘ·АЦ№ХіҫнЈ¬іЙҫнКұФЪҪфС№ВЮАӯЙПТФЛДёщН¬Ж·ЦЦҙЦЙҙСШГЮҫнЧЭПтН¬ІҪО№ИЛІўККөұјУЦШГЮҫн¶ЁБҝЎЈ
2Ј®4 КбГЮ№ӨРт
ёщҫЭ»ҜПЛіӨ¶ИіӨөДМШөгЈ¬ІЙУГЎ°ЛЙҪфёфҫаПаҪбәПЈ¬ВэЛЩ¶ИЈ¬ЛіАыЧӘТЖЈ¬ЙЩВдЎұөД№ӨТХФӯФтЈ¬ОӘјхЙЩҙкЧӘәН·ө»ЁЈ¬ОТГЗФЪ·ЕҙуОэБЦҙМ№хПЯЛЩұИөД»щҙЎЙПЈ¬ККөұҪөөНҙМ№хУлОэБЦЛЩ¶ИЈ¬ұЬГвёЯЛЩЛрЙЛПЛО¬Ј¬ККөұ·ЕҙуОэБЦёЗ°еёфҫаЈ¬ПыіэПЛО¬ідИыПЦПуЎЈІЙУГҪПРЎөДОэБЦЗ°ХЦ°еёфҫаЈ¬ЗТіэіҫө¶ІЙУГёЯө¶ҙуҪЗ¶ИЈ¬ТФМбёЯПЛО¬өДДЪФЪЦКБҝЎЈЙъІъЦРҫӯіЈіцПЦГЮНшИЖФю№хЈ¬МхЧУ¶ВИыА®°ИҝЪПЦПуЈ¬ОӘҙЛЈ¬ОТГЗТ»·ҪГжМбёЯБЛҙуС№№хәНФю№хјдөДПЯЛЩұИЈ¬ФцҙуБЛС№№хјУС№Ј¬ұЈЦӨЙъМхҪфГЬЈ¬Т»·ҪГжСПёсҝШЦЖіөјдөДОВКӘ¶ИЈ¬ОКМв»щұҫҪвҫцЎЈ
2Ј®5 ІўМх№ӨРт
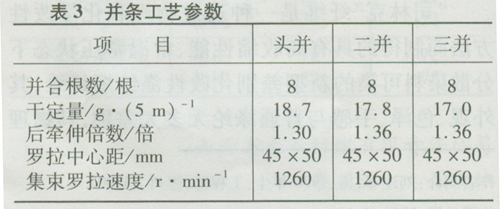
ІўМхІЙИЎ8ёщІўәПЈ¬ұЈЦӨБҪЦЦПЛО¬ід·Ц»мәНЎЈСЎФсЎ°ҪфёфҫаЎўЦШјУС№ЎўРЎХЕБҰЎұөД№ӨТХФӯФтЈ¬ІўІЙУГЖжКэ№ӨТХәНЛіЗЈЙмЕдЦГЈ¬ТФУРР§ёДЙЖПЛО¬өДЙмЦұЖҪРР¶ИәНМхёЙҫщФИ¶ИЎЈН¬КұККөұҪөөНКмМх¶ЁБҝәНјҜКшВЮАӯЛЩ¶ИЈ¬·АЦ№МхЧУ¶ВИыА®°ИҝЪәНИҰМхРұ№ЬЈ¬МбёЯКмМхЦКБҝЎЈКФСйЦӨГчЈ¬»мІўәуөДКмМхИшКПМхёЙҙпөҪ15Ј®1ЈҘЈ¬ЦШБҝІ»ФИВКОӘ0Ј®6ЈҘЈ¬ИЎөГБЛҪПәГөДР§№ыЎЈІўМхУР№Ш№ӨТХІОКэјыұн3ЎЈ
2Ј®6 ҙЦЙҙ№ӨРт
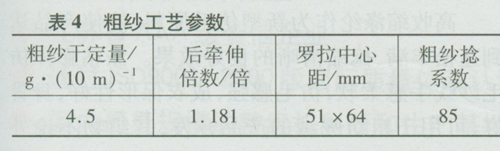
ҙЦЙҙІЙУГЗб¶ЁБҝЈ¬ҪПРЎөДәуЗЈЙмәН·ЕҙуәуЗшёфҫаЈ¬УРАыУЪОИ¶ЁЗЈЙмБҰУлОХіЦБҰЈ¬·АЦ№іцЎ°УІН·ЎұЈ¬Н¬КұККөұФцјУҙЦЙҙДнПөКэЈ¬СПёсҝШЦЖХЕБҰЙміӨЈ¬ТФёДЙЖТтФӯБПөҜРФҙуЎўЕоЛЙ¶шТэЖрөДҙЦЙҙҪб№№ЛЙЙўЎўРлМхЛЙАГЧҙҝцЈ¬УРАыУЪјхЙЩҙЦПёҪЪЈ¬МбёЯіЙЙҙМхёЙҫщФИ¶ИЎЈҙЦЙҙУР№Ш№ӨТХІОКэјыұн4ЎЈ
2Ј®7 ПёЙҙ№ӨРт
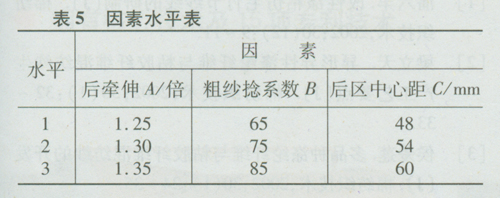
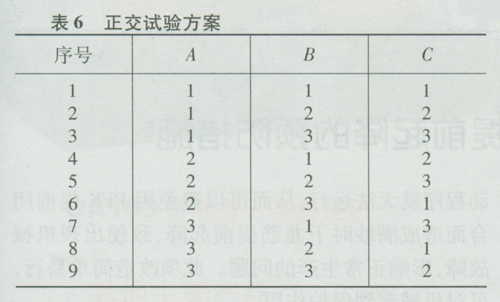
ПёЙҙ№ӨРтКЗУ°ПміЙЙҙЖ·ЦКөД№ШјьЎЈёщҫЭёЯКХЛхПЛО¬МШөгЈ¬ОТГЗ¶ФәуЗшЦРРДҫаЎўҙЦЙҙДн¶ИЎўәуЗЈЙмИэёц¶ФіЙЙҙЦКБҝУРЦұҪУУ°ПмөД№ӨТХІОКэАыУГХэҪ»КФСйЧчБЛУЕ»ҜЧйәПЈ¬ТтЛШЛ®ЖҪј°ХэҪ»КФСй·Ҫ°ёјыұн5Ўўұн6Ј¬ЖдІвКФҪб№ыјыұн7ЎЈ

КФСйұнГчЈ¬өЪИэәЕКФСй·Ҫ°ёОӘЧоУЕЎЈТтОӘСЎУГҪПҙуөДҙЦЙҙДнПөКэЈ¬ҝЙК№ҙЦЙҙРлМхФЪЦчЗЈЙмЗшұЈіЦТ»¶ЁөДҪфГЬ¶ИЈ¬¶шҪПРЎөДәуЗшЗЈЙмұ¶КэҝЙК№ҙЦЙҙРлМхФЪәуЗЈЙмЗшұЈіЦҪфХЕЧҙМ¬О№ИлЦчЗЈЙмЗшЈ¬РлМхҪфГЬ¶ИҙуЈ¬ЙППВҪәИҰјдІъЙъҪПЗҝөДЦРІҝДҰІББҰҪзЈ¬¶ФПЛО¬ҝШЦЖјУЗҝЈ¬УРАыУЪёДЙЖЙҙМхМхёЙЎЈҪПҙуөДәуЗшёфҫаКЗОӘБЛұЬГвәуЗшЗЈЙмБҰ№эҙу¶шТэЖрЗЈЙмІ»ҝӘПЦПуЈ¬ОТГЗ°ҙҙЛҪб№ыЧоЦХСЎФсЧоУЕ№ӨТХОӘAЎўBЎўCЎЈБнНвЈ¬ККөұҪөөНҪә№хУІ¶ИЈ¬СЎУГЙЫ¶ыA80¶ИЧуУТөДҪә№хЎЈН¬КұККөұҪөөНіөЛЩЈ¬ҙУ¶шЧоЦХК№ПёЙҙәЪ°еМхёЙҙуІҝ·Ц¶јҙпөҪТ»ј¶Л®ЖҪЎЈ
2Ј®8 ДнПөКэөДСЎФс
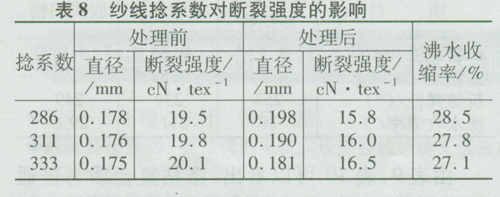
ПёЙҙДнПөКэөДСЎФсЦұҪУУ°ПмёЯКХЛхөУХіЙҙПЯөДЕтМе·зёсЈ¬ФӯФтЙПУҰёГЖ«РЎХЖОХОӘТЛЈ¬ХвУРАыУЪёЯКХЛхКЬИИКХЛх¶шІъЙъБјәГөДЕоЛЙР§№ыЎЈө«ДнПөКэМ«РЎЈ¬ЙҙПЯЗҝ¶ИПВҪөЈ¬ПёЙҙ¶ПН·¶аЈ¬·ДЙҙА§ДСЎЈТтҙЛЈ¬ОТГЗ¶ФПёЙҙДнПөКэУлЙҙПЯЕоЛЙ¶ИЎў¶ПБСЗҝ¶ИЎў·РЛ®КХЛхВКөД№ШПөҪшРРБЛКФСйСРҫҝЈ¬Ҫб№ыјыұн8ЎЈУЙКФСйҪб№ыҝЙЦӘЈ¬ПёЙҙДнПөКэТФ286ЧуУТҪПОӘАнПлЈ¬ЙҙПЯЕоЛЙ¶ИәГЈ¬Зҝ¶ИОЮГчПФПВҪөЎЈ
2Ј®9 НІІўДн№ӨТХ
ёЯКХЛхПЛО¬»м·ДЙҙЗҝБҰҪПөНЈ¬ОӘИ·ұЈЙҙҙГұ»УРР§ЗеіэЈ¬ОТГЗСПёсҝШЦЖөзЧУЗеЙҙІОКэЈ¬ККөұҪөөНІЫНІЛЩ¶ИЈ¬СЎУГҪПЗбөДХЕБҰЖ¬ЦШБҝЈ¬ТФҪөөНВзЙҙХЕБҰЈ¬јхЙЩЙҙПЯЗҝБҰЛрК§ЎЈВзНІЛЩ¶И1440 rЈҜminЈ¬ХЕБҰЖ¬ЦШБҝ4gЎЈБнНвЈ¬ҝјВЗөҪЦҜОпөД·зёсЈ¬№ЙПЯУлөҘЙҙөДДнұИСЎ1Ј®4ЧуУТЎЈ
3 іЙЙҙРФДЬ
ҫӯІвКФЈ¬ёЯКХЛхөУХі·ВГ«ЙҙПЯёчПоОпАнРФДЬҫЯУРПКГчөДМШөгЈ¬ЦчТӘұнПЦФЪЈә(1)іЙЙҙМхёЙУЕБјЎЈУЙУЪІЙУГЎ°БҪҙуБҪРЎЎұөД№ӨТХФӯФтЈ¬ПЛО¬ЙмЦұЖҪРР¶ИәГЈ¬Нд№іПЛО¬ЙЩЈ¬ПЛО¬ФЪЗЈЙм№эіМЦРөГөҪУРР§ҝШЦЖЈ¬ТтҙЛЈ¬МхёЙҫщФИ¶ИөГөҪГчПФёДЙЖЈ»(2)ЕтМеР§№ыУлГ«·ДХлЦҜИЮЙҙПЯҪУҪьЈ¬ЦҜОпөД·бВъ¶ИЎўЕоЛЙ¶ИЎўИбИн¶ИЎўХЫЦе»ЦёҙВКөИ·юУГРФДЬҫщҝЙУлҙҝСтГ«ІъЖ·ПажЗГАЈ»(3)ЙҙПЯҝЙМжҙъДҝЗ°КРіЎЙПҪфЗОөДЕтМеИЮЙҙПЯЈ¬»№ҝЙЧчОӘ»ъЦҜ·ВГ«ГжБПУГЙҙЈ¬УГНҫ№г·әЈ¬ККУҰөұЗ°КРіЎРиЗуЎЈ
4 ИьВз·ДөУХіёҙәПЙҙөД·ДЦЖ
ИьВз·ДЙҙПЯҪб№№¶АҫЯ·зёсЈ¬ҫЯУРЗҝБҰёЯЈ¬МхёЙәГЈ¬ұнГж№вҪаЈ¬Г«УрЙЩөИУЕБјРФДЬЎЈОӘБЛұгУЪ¶ФұИ·ЦОцЈ¬ОТГЗІЙУГПаН¬өД№ӨТХЈ¬·ДЦЖST/R 36 texИьВзёҙәПЙҙЈ¬ST/R 36 texөҘЙҙЈ¬STЈҜR 18 tex X2№ЙПЯЈ¬¶ФИэЦЦЙҙПЯөДРФДЬҪшРРБЛІвКФЈ¬Ҫб№ыјыұн9ЎЈІўҪ«ЖдЦҜіЙ·ВГ«ГжБПЈ¬ЦҜОп·зёсјыұн10ЎЈ
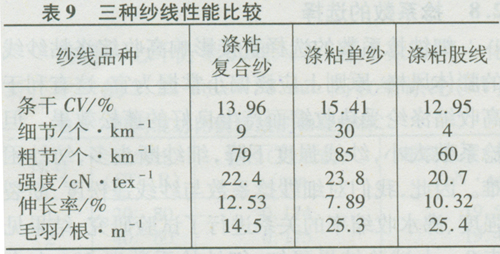
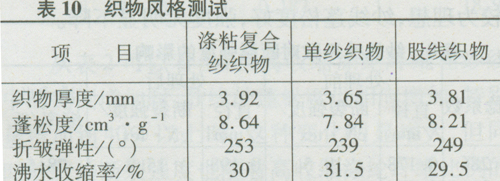
УЙұн9Ўўұн10ҝЙТФҝҙіцЈ¬өУХіёҙәПЙҙУлЖХНЁ·Д№ЙПЯЎўөҘЙҙПаұИЈ¬ЖдЙміӨВКёЯЈ¬Г«УрЙЩЈ¬¶шөҘЗҝҪцҙОУЪөҘЙҙЎЈЦҜОпҫӯЕт»ҜҙҰАнәуЈ¬ЖдЕоЛЙ¶ИЎў·бВъ¶ИЎўХЫЦе»ЦёҙВКҫщУЕУЪЖдЛыЙҙПЯЈ¬ХвУлЖд¶АМШөДіЙЙҙ»ъАнәНҪб№№ГЬЗРПа№ШЎЈ
5 ҪбКшУп
ёЯКХЛхЧчОӘРВРН·ВГ«ФӯБПЈ¬ДЬК№ІъЖ·ҙпөҪЕоЛЙ·бВъЎўДнЛхЗеОъөДБјәГР§№ыЎЈөУХіЕтМе·ВГ«ЙҙПЯКЦёРИбИнЈ¬·ВГ«ёРЗҝЈ¬іЙТВұЈРОРФәГЈ¬Йн№ЗәГЈ¬ҝЙУГУЪҙЦ·ДДШИЮөДІъЖ·ҝӘ·ўЈ¬ЖдЦҜОпІ»ВЫНв№ЫЎўКЦёРҫщҝЙУлҙҝСтГ«ЦҜОпПажЗГАЈ¬¶шЖдіЙұҫҝЙҪөөН20ЈҘЧуУТЎЈТтҙЛЈ¬ёЯКХЛх·ВГ«ІъЖ·ҫЯУР·ЗіЈ№гА«өДУҰУГЗ°ҫ°ЎЈ