
‘ΎΖΡ…¥Ιΐ≥Χ÷–Θ§ΟόΫα ΐΝΩ÷±Ϋ””ΑœλΑκ≥…ΤΖΒΡΡΎ‘ΎΫαΙΙΘ§“≤”Αœλ«Θ…λΙΐ≥Χ÷–œΥΈ§ΒΡ‘ΥΕ·ΓΘΟόΫαΜα¥χΕ·÷ήΈßΒΡœΥΈ§≥… χΜρ≥…Ά≈ΒΊ±δΥΌΘ§÷¬ ΙΧθΗ…ΕώΜ·Θ§ΜΙΜαΚΆ÷ήΈßœΥΈ§ΨέΦ·Εχ–Έ≥…¥÷ΫΎΘ§÷±Ϋ””Αœλ≥……¥ΆβΙέΓΘ“ρ¥ΥΘ§‘ΎΕ‘‘≠ΝœΦΑΖΡ…¥ΗςΙΛ–ρΟόΫα ΐΝΩΫχ––Ζ÷ΈωΒΡΜυ¥Γ…œΘ§’“≥ω”Αœλ≥……¥Ϋα‘”ΒΡ÷ς“Σ‘≠“ρΘ§“‘±ψ≤…»Γ”––ß¥κ ©ΩΊ÷Τ≥……¥Ϋα‘”Θ§ΧαΗΏ…¥œΏ÷ ΝΩΓΘ
1≥……¥Ϋα‘”≥…“ρΖ÷Έω
1Θ°1Ϋα‘”≥…“ρΖ÷Έω
‘”÷ «“ρΟόΜ®≤…’ΣΓΔΧ·…ΙΚΆΦ”ΙΛΙΐ≥Χ÷–≤τ»Υ“Μ–©Ζ«œΥΈ§Έο÷ “‘ΦΑ≤Μ‘–Ή―ΓΔΤΤΉ―ΓΔΟόΉ―Β»‘λ≥…ΒΡΘ§Εύ ΐ‘”÷ ‘Ύ…ζ≤ζΙΐ≥Χ÷–ΡήΙΜ≥ΐ»ΞΓΘΟόΫα≥…“ρ±»ΫœΗ¥‘”Θ§“Μάύ «‘≠Οό≥θΦ”ΙΛ‘λ≥…ΒΡΘ§‘≠ΟόΗυΨί‘ΰΙΛΖΫ ΫΖ÷ΈΣΤΛΙθΟόΚΆΨβ≥ίΟόΝΫ÷÷Θ§Ψβ≥ίΟό”κΤΛΙθΟόœύ±»Θ§Ψβ≥ίΟό¥χœΥΈ§Ή―–ΦΓΔΟόΫαΒ»¥ΟΒψΕύΘ§ΒΪΚ§‘”¬ œύ”Π±»Ϋœ–ΓΘ§¥χœΥΈ§Ή―–ΦΚΆΟόΫα‘ΎΖΡ…¥Ιΐ≥Χ÷–≤Μ“Ή±Μ≈≈≥ΐΓΘΝμ“Μάύ «‘Ύ…ζ≤ζΙΐ≥Χ–Έ≥…ΒΡΟόΫαΘ§œΥΈ§‘ΎΦ”ΙΛΙΐ≥Χ÷–Ψ≠Ιΐ¥ρΜςΖ÷ αΚΆ«Θ…λ“Ή≈ΛΫα‘Ύ“ΜΤπ–Έ≥…ΑΉ–«Θ§“ΜΒ©–Έ≥…ΟόΫαΘ§‘ΎΚσΙΛ–ρ÷–ΨΆΈόΖ®≥ΐ»ΞΓΘ
1Θ°2ΖΡ…¥Ιΐ≥Χ÷–ΟόΫα‘”÷ ΒΡΖ÷≤ΦΙφ¬…
ΟόΫαΓΔ‘”÷ ‘ΎΗςΙΛ–ρ÷–”–“ΜΕ®ΒΡΖ÷≤ΦΙφ¬…Θ§ΆΦ1ΈΣCJ 11Θ°81 texΤΖ÷÷‘ΎΖΡ…¥ΗςΙΛ–ρ÷–ΟόΫαΓΔ‘”÷ Ζ÷≤ΦΒΡ¥σ÷¬«ιΩωΓΘ
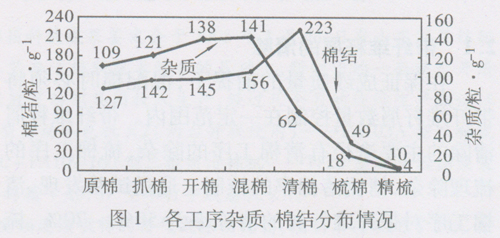
”…ΆΦ1Ω…÷ΣΘ§‘ΎΖΡ…¥Ιΐ≥Χ÷–ΩΣ«εΚΆ αΟόΙΛ–ρ «≤ζ…ζΟόΫαΚΆ«ε≥ΐΟόΫαΒΡΙΊΦϋΙΛ–ρΘ§ΕχΩΣ«εΚΆ αΟό”÷ «≥ΐ‘”ΒΡ÷Ί“ΣΙΛ–ρΓΘ“ρ¥ΥΘ§“ΣΦθ…Ό≥……¥Ϋα‘”ΝΘ ΐΘ§±Ί–κœ»ΩΊ÷Τ«ε αΝΫΙΛ–ρΒΡΫα‘”ΝΘ ΐΓΘ
1Θ°3‘≠ΟόΈοάμ–‘ΡήΒΡ”Αœλ
≤…”Ο»ΐ÷÷≈δΟόΫχ––ΖΡ…¥ ‘―ιΘ§―ι÷Λ‘≠Οό–‘÷ Ε‘≥……¥Ϋα‘”ΒΡ”ΑœλΘ§»ΐ÷÷≈δΟόΖΫΑΗΦϊ±μ1ΓΘ

≈δΟό“ΜΈΣ≥… λΕ»ΓΔ’ϊΤκΕ»ΚΟΘ§ΟόΫαΓΔ‘”÷ ΓΔΕΧ»ό…ΌΘ§¥χœΥΈ§Ή―–Φ…ΌΒΡ≥Λ»όΟόΘΜ≈δΟόΕΰΈΣ≥… λΕ»ΓΔ’ϊΤκΕ»“ΜΑψΘ§ΟόΫαΓΔ‘”÷ ΓΔΕΧ»όΫœ…ΌΘ§¥χœΥΈ§Ή―–ΦΫœ…ΌΒΡ≥Λ»όΟόΘΜ≈δΟό»ΐΈΣ≥… λΕ»ΓΔ’ϊΤκΕ»≤νΘ§ΟόΫαΓΔ‘”÷ ΓΔΕΧ»όΫœΕύΘ§¥χœΥΈ§Ή―–ΦΫœ…ΌΒΡ≥Λ»όΟόΓΘ≤ΜΆ§≈δΟό‘ΎœύΆ§ΙΛ“’ΧθΦΰœ¬ΖΡCJ 11Θ°81 tex…¥Θ§≥……¥÷ ΝΩΕ‘±»Φϊ±μ2ΓΘ

±μ2 ‘―ι ΐΨί±μΟςΘ§‘Ύ»ΐ÷÷≈δΟόΉ¥Ωωœ¬Θ§ΥφΉ≈‘≠Οό÷ ΝΩΒΡœ¬ΫΒΘ§ αΟόΓΔΨΪ αΙΛ–ρΑκ÷ΤΤΖΒΡΟόΫαΓΔ‘”÷ ‘ωΦ”Θ§œΗ…¥ΗςœνΈοάμ÷Η±ξΕώΜ·Θ§’β «”…”Ύ‘≠ΟόΒΡ≥… λΕ»ΓΔ’ϊΤκΕ»ΓΔΟόΫαΓΔ‘”÷ ΓΔ¥χœΥΈ§Ή―–ΦΥυ“ΐΤπΒΡΓΘ≥… λΕ»≤νΒΡ‘≠ΟόΘ§œΥΈ§Η’–‘ΒΆΘ§»ί“Ή≈Λ«ζ«“»±ΖΠΜ÷Η¥ΒΡΡήΝΠΘ§‘ΎΖΡ…¥Ιΐ≥Χ÷–“Ή–Έ≥…ΟόΫαΓΘΟόΉ―±μΤΛΒΡΟόΉ―ΗΫΉ≈ΝΠ–ΓΘ§‘ΰΟό ±»ί“Ή‘λ≥…¥χœΥΈ§‘”÷ Θ§Εχ’β÷÷‘”÷ ‘ΎΖΡ…¥Ιΐ≥Χ÷–“ΉΖ÷Ν―Θ§¥”Εχ‘ωΦ”ΝΥ≥……¥‘”÷ ΝΘ ΐΓΘœΥΈ§÷–ΒΡΕΧ»ό‘ΎΩΣ«εΟόΚΆ αΟόΙΐ≥Χ÷–“Ή–Έ≥…ΟόΫαΘ§‘ΎœΗ…¥÷–Μα≤ζ…ζ¥÷ΫΎΓΔœΗΫΎΘ§ΕχΕΧœΥΈ§Κ§ΝΩ”κ’ϊΤκΕ»ΙΊœΒΟή«–Θ§“ΜΑψΕΧ»όΗΏΘ§’ϊΤκΕ»ΨΆΫœ≤νΓΘ
2Φθ…Ό≥……¥Ϋα‘”ΒΡ¥κ ©
2Θ°1¥χœΥΈ§Ή―–ΦΒΡ«ε≥ΐ
‘Ύ±Θ÷Λ≥……¥÷ ΝΩΒΡ«ΑΧαœ¬Θ§Μλ≈δΟό ±±Ί–κΫΪ¥χœΥΈ§Ή―–Φ ΐΝΩΩΊ÷Τ‘Ύ“ΜΕ®ΖΕΈßΡΎΓΘ¥χœΥΈ§Ή―–Φ«ε≥ΐΒΡ÷ς“ΣΆΨΨΕ”–«εΟόΙΛ–ρΒΡ≥ΐ‘”Θ§ αΟόΙΛ–ρΒΡ αάμ≥ΐ‘”Θ§ΨΪ α¬δΟό¬ ΒΡΩΊ÷ΤΓΘΆ®Ιΐ ‘―ιΖΔœ÷Θ§«εΟόΙΛ–ρΕ‘¥χœΥΈ§Ή―–ΦΒΡ«ε≥ΐ¬ ΈΣ50ΘΞΓΪ70%Θ§ αΟόΙΛ–ρΈΣ70ΘΞΓΪ90ΘΞΘ§ΨΪ αΙΛ–ρΈΣ80ΘΞΓΪ90ΘΞΘ§“ρ¥ΥΘ§ΧαΗΏ αΟόΚΆΨΪ αΙΛ–ρΒΡ«ε≥ΐ–߬ «Φθ…Ό¥χœΥΈ§Ή―–Φ ΐΝΩΒΡΙΊΦϋΓΘ
2Θ°2 ΗΡΫχΩΣ«εΟόΙΛ“’Θ§ΧαΗΏΟόΨμ÷ ΝΩ
«εΟόΙΛ–ρΦ» «÷ς“ΣΒΡ≥ΐ‘”ΙΛ–ρΘ§”÷ «ΟόΫα‘ωΦ”ΒΡ÷ς“ΣΙΛ–ρΘ§‘ΎΙΛ“’ΖΫΟφ≤…»ΓΕύΥ……Ό¥ρΓΔ«α¥ρ‘γ¬δΓΔ…ΌΥι…ΌΖΒΒΡ‘≠‘ρΘ§÷ς“ΣΒς’ϊ“‘œ¬ΦΗΗωΖΫΟφΘΚ(1)‘ΎΆυΗ¥ΉΞΟόΜζ…œΦθ…ΌΉΞΟόΜζΒΡΉΞ»ΓΝΩΘ§ΉΞΟόΜζœ¬ΫΒΨύάκ”…‘≠ά¥ΒΡ4 mmΗΡΈΣ3 mmΘ§ΒΕΤ§…λ≥ωΫνΧθΨύάκ”…5 mmΗΡΈΣ3 mmΘ§ΧαΗΏΉΞΟόΜζ‘ΥΉΣ–ß¬ ¥ο85ΘΞ“‘…œΘ§ΉωΒΫ…ΌΉΞΓΔ«ΎΉΞΘ§ΧαΗΏΩΣΥ…Ε»ΘΜ(2)≥δΖ÷ΖΔΜ”ΟόœδΒΡΨυ‘»ΜλΚΆΉς”ΟΘ§ΨυΟό¬όά≠ΒΡΗτΨύ‘Ύ±Θ÷ΛΙ©ΗχΒΡ«ΑΧαœ¬ΨΓΝΩΥθ–ΓΘ§Φθ–Γ―ΙΟόΝ±”κΫ«ΕΛΝ±ΗτΨύΘ§ ΙΟόœδ‘ΥΉΣ¬ ¥οΒΫ85ΘΞ“‘…œΘΜ(3)ΗςΜζ≥ΨΑτΈΣΦθ…ΌΙ“Μ®Θ§»Ϊ≤ΩΫχ––ΒγΕΤΘ°ΗτΨύ“≤Ζ≈ΒΫΉν¥σΘ§ Ι‘”÷ ‘γ¬δΕύ¬δΘ§ΫΪA10–ΆΉΞΟόΜζ¥ρ ÷ΓΔB10–ΆΩΣΟόΜζ¥ρ ÷ΗΡ‘λ≥…œΓΟή ΫΨβ≥ίΒΕΤ§Θ§‘ω«ΩΖ÷ αΡήΝΠΓΘ
2Θ°3ΩΊ÷ΤΚΟ…ζΧθ÷–Ϋα‘” ΐ
…ζΧθ÷–ΒΡΟόΫαΓΔ‘”÷ ÷±Ϋ””ΑœλΒΫ αΟό“‘ΚσΗςΙΛ–ρΖΡ…¥«Θ…λ ±œΥΈ§ΒΡ‘Υ––Ή¥Χ§Θ§“ρ¥ΥΘ§≤…»Γ“‘œ¬ΥΡœν¥κ ©ΧαΗΏ…ζΧθ÷ ΝΩΘΚ(1)ΈΐΝ÷”κ¥ΧΙθΒΡœΏΥΌ±»”…1Θ°73‘ωΦ”ΒΫ2Θ°03Θ§”–άϊ”ΎΟόœΥΈ§¥”ΊίΙθœρΈΐΝ÷ΉΣ“ΤΘΜ(2)‘ωΦ”Η«ΑεΥΌΕ»Θ§”…162 mmΘ·min‘ωΦ”ΒΫ196 mmΘ·minΘ§Φ”«ΩœΗ–Γ‘”÷ ”κΕΧ»όΒΡ«ε≥ΐΘΜ(3)Φθ–Γ–Γ¬©ΒΉ»κΩΎΗτΨύ”…8 mmΗΡΈΣ6 mmΘ§‘ωΦ”Κσ«χ¬δΟόΘΜ(4)‘ωΦ”ΙΧΕ®Ζ÷ αΑεΘ§ΈΐΝ÷Η«ΑεΗτΨύ”…0Θ°23 mmΓΔ0Θ°20 mmΓΔ0Θ°18 mmΓΔ0Θ°18 mmΓΔ0Θ°20mmΗΡΈΣ0Θ°18 mmΓΔ0Θ°15 mmΓΔ0Θ°13 mmΓΔ0Θ°13 mmΓΔ0Θ°15 mmΘ§Φ”«ΩΕ‘ΟόœΥΈ§ΒΡΖ÷ αΓΘ
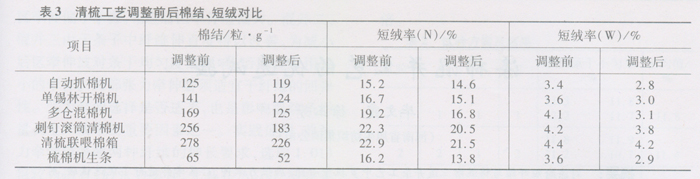
«ε αΙΛ“’Βς’ϊ«ΑΚσΟόΫαΓΔΕΧ»ό≤β ‘Φϊ±μ3ΓΘ
±μ3 ΐΨί±μΟςΘ§Ά®ΙΐΕ‘«ε αΙΛ“’ΒΡΒς’ϊΘ§ΧαΗΏΝΥœΥΈ§ΒΡΩΣΥ…Ε»Θ§ Ι‘”÷ ‘γ¬δΓΔΕύ¬δΓΔ…ΌΥιΘ§Φ”«ΩΖ÷ αΘ§Εύ≈≈œΥΈ§ΕΧ»όΘ§ Ι«εΟόΓΔ αΟό δ≥ωΑκ÷ΤΤΖΫα‘” ΐΩΊ÷Τ‘ΎΫœΒΆΒΡΖΕΈßΡΎΓΘ
2Θ°4ΚœάμΩΊ÷Τ≥ΒΦδΈ¬ ΣΕ»
‘≠ΟόΚ§Υ°¬ ΗΏΘ§œΥΈ§Φδ±ßΚœΝΠ¥σΘ§Η’–‘ΒΆΘ§“Ή≈Λ«ζΘ§‘”÷ ≤Μ“Ή«ε≥ΐΘ§≥……¥ΟόΫαΓΔ‘”÷ ‘ωΦ”ΘΜ‘≠ΟόΚ§Υ°ΙΐΒΆΘ§‘”÷ »ί“ΉΤΤΥιΘ§‘λ≥…ΟόΫα‘ωΦ”ΓΘ αΟόΟό≤ψΜΊ≥±ΫœΒΆ ±Θ§‘”÷ »ί“Ήœ¬ΫΒΘ§ΟόΫα“≤Ω…Φθ…ΌΘ§“ΜΑψ”ΠΩΊ÷ΤΟόΨμΜΊ≥±¬ ≤Μ≥§Ιΐ8ΘΞΓΘ«εΟό≥ΒΦδœύΕ‘ ΣΕ»“ΜΑψΩΊ÷Τ‘Ύ55ΘΞΓΪ60ΘΞΘ§Έ¬Ε»ΩΊ÷Τ‘Ύ25 ΓφΓΪ30ΓφΘ§ ΙΟόΨμΖ≈ ΣΘ§‘ωΦ”œΥΈ§ΒΡΒ·–‘Θ§Φθ–ΓœΥΈ§”κ’κ≤ΦΡΠ≤ΝΓΘ
3 Ϋα χ”ο
(1)”Π’ΤΈ’‘≠ΝœΒΡΧΊ–‘Θ§”»Τδ «‘≠ΟόΒΡ≥… λΕ»ΓΔ’ϊΤκΕ»ΓΔΕΧ»ό¬ ΓΔΟόΫαΓΔ‘”÷ ΧΊ–‘Θ§ΗυΨίΖΡ…¥÷ ΝΩ“Σ«σΘ§Κœάμ≈δ±»Θ§±Θ÷Λ≥……¥÷ ΝΩΓΘ
(2)¥χœΥΈ§Ή―–Φ‘ΎΖΡ…¥Ιΐ≥Χ÷–ΒΡ«ε≥ΐ÷ς“ΣΩΩ αΟόΚΆΨΪ αΙΛ–ρΘ§”»Τδ“‘ΨΪ α«ε≥ΐ¬ ΉνΗΏΓΘ
(3)ΈΐΝ÷”κΗ«Αε÷°Έ ΫτΗτΨύΙΛ“’Ρή”––ßΒΊ‘ω«ΩΖ÷ α«ΩΕ»Θ§Φθ…Ό…ζΧθ÷–ΒΡΟόΫα ΐΓΘ
(4)‘Ύ“ΜΕ®ΖΕΈßΡΎ‘ωΦ”ΈΐΝ÷”κ¥ΧΙθΒΡœΏΥΌ±»Θ§άϊ”ΎœΥΈ§œρΈΐΝ÷ΒΡΉΣ“ΤΘ§ΧαΗΏœΥΈ§ΒΡ αάμ–ßΙϊΘ§Ά§ ±ΧαΗΏΗ«ΑεΥΌΕ»Θ§«ε≥ΐΕΧ»όΚΆ–Γ‘”Θ§ΫΒΒΆ…ζΧθΚ§‘”ΝΩΓΘ
(5)«εΟόΙΛ–ρΒΡΙΊΦϋ‘Ύ”Ύ‘”÷ ΒΡ‘γ¬δΓΔΕύ¬δΓΔ…ΌΥιΘ§ΩΣ«εΟό δ≥ωΤΖΒΡΫα‘” ΐ «“ΜΗω÷Ί“Σ÷Η±ξΓΘ
(6)ΗυΨί‘≠Νœ–‘÷ ΚœάμΩΊ÷Τ«εΟό≥ΒΦδΈ¬ ΣΕ»Θ§ΨΓΝΩΦθ…Ό‘ΎΖΡ…¥Ιΐ≥Χ÷–œΥΈ§ΒΡ≤χΫαΓΔΥπ…ΥΓΘ