
本文以DK903型梳棉机纺棉和纺超细纤维为例,分析了针布、速度及主要隔距的配置情况,探讨了DK903型梳棉机工艺设计思想。DK903型梳棉机通过采用较重定量、配置Graf针布、增加固定附加分梳件根数与针布密度,配置三刺辊系统及采取较小梳理隔距,加强了纤维分梳,提高了梳棉产量和质量。
在ITMA95上,特吕茨勒公司首次推出了DK803型梳棉机,由于DK803型梳棉机在提高产量的同时质量也得到提升,因而受到纺织厂欢迎,据统计,在随后几年间,该机已销售出5000余台。在ITMA99上,该公司又推出DK903型高产型梳棉机,DK903型梳棉机在保留DK803型机主要特点基础之上又做了一些新改进,使其产量、质量更高。关于DK903型梳棉机主要结构特点,国内已有作者作过介绍,但关于其工艺设计特点方面还未见报道。本文以DK903型梳棉机纺棉和超细纤维工艺设计为例,探讨DK903型梳棉机工艺设计思想,供纺织厂在制定梳棉工艺时参考。1产量与定量
DK903型梳棉机最大产量为140 kg/h,定量范围为4 g/m~10 g/m,在实际生产中纺超细纤维(0.69 dtex~0.99 dtex,38 mm~40 mm)产量为45 kg/h~55 kg/h,定量为5 g/m,纺棉时其产量为75.2 kg/h,定量为5.55 g/m。可见DK903型梳棉机实用产量是比较高的,其定量选择也比较重,其中纺超细纤维时定量属于中定量范围,而纺棉时定量则为重定量范围。
2 针布配置
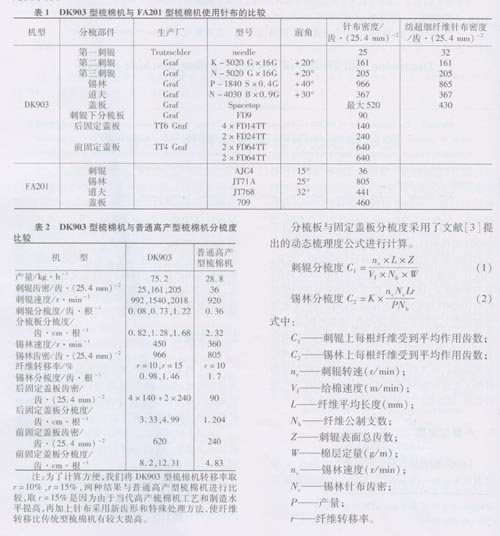
表1列出了DK903型梳棉机选用针布情况,为进行对比,也将20世纪80年代国内FA201型梳棉机针布配置情况及DK903型梳棉机纺超细纤维所选用针布密度情况也一并列出。
从表1中可看出,DK903型梳棉机所选用的是公认为世界一流的Graf针布,其配套方式也采用Graf配套设计思想。
在三刺辊系统中针布配置有独到之处,第一刺辊配用的是梳针,而第二、第三刺辊则配置的是锯齿针布。由于第一刺辊是对纤维进行握持分梳,因而选用对纤维分梳能力高、损伤小、除杂强、耐磨性好、密度较小的梳针,这对提高梳理质量是相当有利的,而第二、第三刺辊对纤维进行的是自由分梳,故选用工作角较小(20°)、齿密大的锯齿针布以加强对纤维的分梳。以上针布配置,再加上二较高的速度配置和每个刺辊所附加带吸风尘刀的高密度固定分梳板[为90齿/(25.4 mm)2,是已知刺辊下分梳板密度比较大的一种],可使三刺辊系统对纤维分梳、除杂能力大大提高,为锡林盖板区采用小隔距、高速度、强分梳提供了良好的先决条件
锡林针布采用的是当今世界上工作角度最小、齿高最小、基厚最小、齿密较高的P-1840S×0.4型针布,这说明,当产量提高时,其也遵循矮、小、薄、密的锡林针布选用规律。盖板针布也选用520齿/(25.4 mm)2的高密度针布,以加强对纤维的细致分梳.
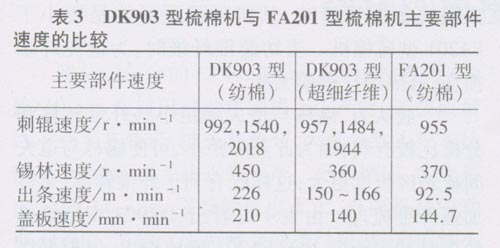
为了更好地说明DK903型梳棉机分梳特点,将DK903型梳棉机与产量在30 kg/h左右的普通高产型梳棉机的分梳度进行了计算,其计算结果见表2。
由表2结果我们可以看出,DK903型梳棉机尽管产量是普通高产型梳棉机的2.6倍,但其刺辊分梳度却远大于普通高产型梳棉机,其中第二刺辊的分梳度和第三刺辊的分梳度分别是普通高产型梳棉机的2倍和3.4倍,尽管锡林分梳度比普通型梳棉机的要低一些,但其前后固定盖板动态分梳度均比普通高产型梳棉机要大出许多,如后固定盖板要比之大2.78倍(r=10%)、4.15倍(r=15%),前固定盖板比之大1.7倍(r=10%)、2.5倍(r=15%)。可见DK903型梳棉机提高产量主要措施在于增加刺辊分梳板密度和根数、固定盖板根数与齿密,例如其前后固定盖板根数比DK760型梳棉机多4根,比FA201型梳棉机多5根。同时采用较大密度锡林针布和较小盖板针布工作角,这些设计思想是我们在今后高产型梳棉机的制造和使用中要加以借鉴的。
3速度的选择
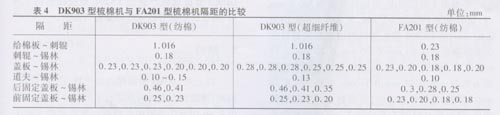
DK903型梳棉机纺棉和超细纤维、FA201型梳棉机纺棉时主要部件的速度情况见表3。
3.1 刺辊速度
DK903型梳棉机采用了三刺辊系统,因而其速度配置也是有特色的,第一刺辊采用了梳针,且其选用速度也比较低,为992 r/min,仅相当于直径为250 mm刺辊速度684 r/min,这么低的速度对减少纤维损伤十分有利,其第二刺辊和第三刺辊由于是自由分梳,因而其速度比较高,分别为1540 r/min、2018 r/min,分别相当于直径为250mm刺辊的1062.6 r/min、1392.42 r/min,要大于普通高产型梳棉机刺辊速度(955 r/min)。纺超细纤维时,三刺辊速度略为降低一些,但幅度不大(尽管产量也不太高),其原因是纤维较细,为了增加开松能力,其速度也不应太小。
3.2锡林速度
锡林速度是决定梳棉机产质量的一个极其重要的参数,一般认为,当产量高时,锡林速度应随之增加,但选择多大为宜要根据原料含杂、设备、质量等方面情况而定。除非对除杂要求特别高,一般从除杂、纤维损伤,电力消耗等方面来说,高产时,锡林速度以取450 r/min左右为宜,DK903型梳棉机采用了450 r/min的锡林速度,比普通高产型梳棉机高90 r/min。当纺超细纤维时,还是主张采用较高锡林速度为宜,以此来加强对纤维转移,DK903型梳棉机采用360 r/min,与国内外其他纺超细纤维型梳棉机锡林速度相类似。
3.3盖板速度
DK903型梳棉机盖板运动方向与锡林相反,其速度范围是80 mm/min~320 mm/min。根据文献对同样是盖板反转的C4型梳棉机的研究表明,当提高盖板速度时,纤维带出杂质和短绒增加,但可能对纤维损伤加剧,故提高盖板速度对总的质量改善无明显效果。DK903型梳棉机纺棉时采用的是中等速度210 mm/min,纺超细纤维则因杂质少等原因,选用低速140 mm/min..
4 隔距配置
表4列出了DK903型梳棉机纺棉、纺超细纤维及FA201型梳棉机纺棉的工艺隔距。DK903型梳棉机采用清梳联与之联接,故纤维进入给棉板时比较蓬松,因而给棉板与第一刺辊采用了1mm大隔距,以减少纤维损伤,其纺超细纤维亦采用了1 mm大隔距。而FA201型梳棉机采用棉卷喂入,故其选用隔距比较小。
DK903型梳棉机无论是纺棉还是纺超细纤维,其锡林与刺辊间隔距均与普通高产型梳棉机相同,采用了小隔距,以加强对纤维转移。
后固定盖板隔距纺棉采用0.46 mm、0.41mm配置,在如此高的产量和锡林速度条件下,此点隔距是比较小的,但由于与其配套开清棉开松能力和除杂能力强(如采用CVTi型机等),三刺辊系统分梳、除杂能力强,使喂入到锡林上的纤维束较小且均匀,故采用较小隔距是可以理解的。由表4可看出,FA201型梳棉机采用隔距较小一些,可能其短绒、杂质较高是原因之一(因与其配套开清棉开松、除杂能力较差).
锡林与盖板分梳区隔距:该区是除杂、减少棉结最重要的区域,特吕茨勒公司认为占90%的结杂在此清除,因而此隔距选择极为重要。DK903型梳棉机由于采用了PFS精确调校盖板隔距系统,可使锡林与盖板隔距相当精确,而精确隔距可使棉结平均含量降低20%左右,可见隔距准确的重要性。
DK903型梳棉机在产量高的情况下,其隔距仍比DK760型梳棉机要小DK760型梳棉机纺棉为0.25 mm,0.23 mm,0.20 mm,0.20 mm)。从表4数据可以看出,DK903型梳棉机与FA201型梳棉机相比要大一些,但其实际运行隔距却相差不大。分析如下:当锡林高速时,因离心力等原因会引起滚筒膨胀,其膨胀与速度关系见图l。
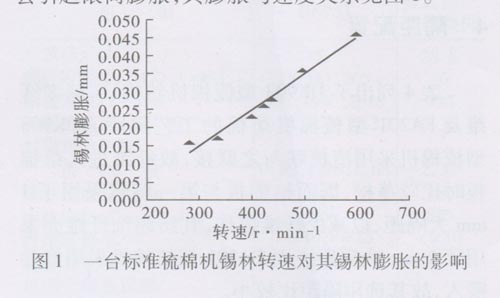
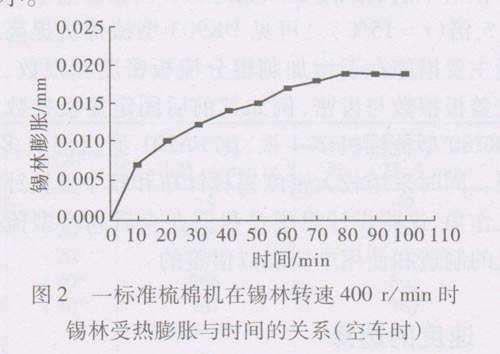
根据图1可以看出,当锡林转速为360 r/min时,锡林膨胀约为0.02 mm,而450 r/min约为0.03 mm,故DK903型梳棉机因滚筒膨胀而导致的实际隔距为0.20 mm,0.20 mm,0.20 mm,0.17mm,0.17mm,0.17 mm。FA201型梳棉机实际隔距为O.21 mm,O.18 mm,0.16 mm,0.16 mm,0.18mm。另外,当锡林加速时,因受热也可引起滚筒膨胀,其膨胀与时间关系见图2。值得注意的是图2是在空车时梳理受热膨导致隔距变化,可以推断如有纤维生产、高产、锡林速度高时,因受热膨胀而引起滚筒隔距变小情况要比低产低速时数值要更大一些,因为此时纤维与针布滚筒、纤维与纤维间摩擦作用都比较大一些。这种情况在隔距小时尤为严重,这是由于当隔距小时,锡林受热升温膨胀情况加剧,导致隔距变小;隔距变小,又会使升温进一步加剧,锡林进一步膨胀,隔距进一步变小。
因而,我们可以认为DK903型梳棉机的锡林膨胀在隔距小时更为严重。在高产时由于受热和离心力等因素影响,其实际隔距可能是要小于FA201型梳棉机。当纺超细纤维时,为避免纤维损伤,其隔距比棉要大些。
一般认为,锡林与道夫隔距小些纤维转移和分梳比较有利,因为此点隔距小,可使锡林与道夫间梳转区长度更大,这样既有利于纤维转移,又可加强纤维梳理。由表4可看出,DK903型梳棉机纺棉时其隔距要大于FA201型梳棉机,但根据以上分析,实际上相差不大,纺超细纤维时,DK903型梳棉机隔距比纺棉要小一些,这是可以理解的,因为要加强纤维转移。
从表4中可以看出,前固定盖板与锡林隔距DK903型梳棉机纺棉时要比FA201型梳棉机大,但如果考虑高速与受热引起锡林滚筒膨胀这一因素,可以推断二者隔距相差无几,如果再考虑到DK903型梳棉机产量是FA201型梳棉机的2.6倍,那么纤维的分梳强度还是相当高的。
5 结论
以上就DK903型梳棉机的产量、定量、针布、隔距、速度等方面的特点进行了简要分析,从中可以看出,DK903型梳棉机提高产量质量的主要工艺措施是采用较重定量;采用Graf针布并应用其配套思想,以此来提高对纤维的分梳能力;固定附加分梳件根数、密度增加,其动态分梳度远大于普通带固定附加分梳件的高产型梳棉机;三刺辊系统第一刺辊采用较低速度(再加上采用较低密度梳针和大隔距)以防止纤维损伤,第二、三刺辊则采用较高速度和较高齿密以加强纤维分梳与除杂,锡林采用450 r/min较高速度,以加强纤维分梳;锡林与道夫采用较小隔距,以加强对纤维的分梳与转移。