
0ЧАбд
Дг1937ФъЕЄТѓВЎШћЖћЩЗЂУїзЊБЗФЩДвдРДЃЌ20ЪРМЭ60ФъДњжаЦкНнПЫбажЦЭЦГіСЫЪЕгУЛњаЭЃЌЭЖШыЙЄвЕЛЏЩњВњЁЃЫцКѓХЗУРЁЂШеБОжкЖрГЇЩЬНјвЛВНПЊЗЂЃЌЪЙзЊБЗФЩДж№НЅГЩЪьЃЌаЮГЩСЫЕквЛДњЁЂЕкЖўДњЁЂЕкШ§ДњЕШжкЖрЛњаЭЁЃФПЧАЃЌЪРНчЩЯзЊБЗФЭЗЪ§ЦНОљвбеМЛЗЖЇЗФЖЇЪ§ЕФ4ЃЎ79ЃЅЃЌЖјзЊБЗФЕФВњСПАДжиСПМЦвбДяЛЗЖЇЩДВњСПЕФ40ЃЅЃЌЦфжаЖэЙњЁЂУРЙњЁЂНнПЫЁЂЕТЙњзЊБЗФЭЗЪ§ЗжБ№еМЛЗЖЇЗФЖЇЪ§ЕФ49ЃЎ5ЃЅЁЂ22ЃЎ16 %ЁЂ22ЃЎ9ЃЅКЭ10ЃЎ24%ЃЌзЊБЗФЩДЯпОпгагХСМадФмЃЌгыЛЗЖЇЗФЯрБШОпгаЙЄађЫѕЖЬЁЂЩњВњТЪКЭаЇвцИпЁЂПЩвдИФЩЦЩњВњЛЗОГЁЂгаРћгкЪЕЯжСЌајЛЏЁЂздЖЏЛЏЕШжюЖргХЕуЃЌЬиБ№дкДжКХЩДЩњВњЗНУцгаУїЯдЕФОМУаЇвцЃЌКмЪЪКЯЮвЙњЙњЧщЃЌЪЧЮвЙњНёКѓ10ФъЗФЩДЦЗжжЗЂеЙЕФжиЕуЁЃ
ЮвЙњФПЧАЛЗЖЇЗФЩДдМ3000ЭђЖЇЁЋ3500ЭђЖЇЃЌзЊБЗФНіеМЕНЛЗЖЇЗФЖЇЪ§ЕФ2ЃЎ43%ЁЋ2ЃЎ83ЃЅЃЌШЋЙњзЊБЗФзмЪ§дМ85ЭђЭЗЃЌгЕгазЊБЗФЕФЗФжЏЦѓвЕга600МвЁЋ700МвЃЌШчЙћЕН2010ФъДяЕНФПЧАЕФЙњМЪЦНОљЫЎЦНЃЌЩага100ЭђЭЗЕФЗЂеЙПеМфЁЃгУНЯЮЊЯШНјЕФзЊБЗФЬдЬВПЗжТфКѓЕФЛЗЖЇЗФЩДЖЇЃЌгаРћгкдіМгЮвЙњЗФжЏЙЄвЕЕФММЪѕКЌСПЃЌЭиПэЦЗжжЃЌЬсИпЮвЙњЗФжЏвЕдкЙњМЪЪаГЁЕФОКељСІЁЃ
здЩЯЪРМЭ80ФъДњвдРДЃЌЫцзХЬьШЛЯЫЮЌШШЕФаЫЦ№ЃЌбЧТщРржЏЮявдЦфгХСМЕФЮќЪЊадЁЂЩЂШШадМАСМКУЕФЗўЪЮЬиЕувбж№НЅБЛШЫУЧЫљШЯЪЖЃЌЖјЧвдНРДдНЪмЕНЧрэљЃЌЬиБ№ЪЧбЧТщЗФжЏЦЗНЯжЎмбТщЁЂДѓТщЁЂТоВМТщЕШЗФжЏЦЗЗўгУадФмИќЪцЪЪЁЂЭІРЈЃЌЩЋЕїИќШсКЭДѓЗНЃЌЪжИаИќЛЌЫЌЃЌвбНјШыИпЕЕЗФжЏЦЗЕФааСаЁЃЮвЙњзїЮЊЪРНчЕкЖўбЧТщзЪдДДѓЙњЃЌЫцзХЙњМЪЪаГЁЕФЭиПэЃЌНЋдкЪРНчбЧТщаавЕеМгаЯрЕБживЊЕФЕиЮЛЁЃбЧТщМАЦфЛьЗФзЊБЗФЩДВњЦЗвВЪЧЦфжаашвЊПЊЗЂЕФВњЦЗжЎвЛЁЃ
1 дСЯадФм
ЗФжЏгУбЧТщОљЮЊвЛФъЩњВнБОжВЮяЃЌЪєШЭЦЄЯЫЮЌЃЌТщОЅжБОЖ1 mmЁЋ3 mmЃЌЯЫЮЌГЩЪјЕиЗжВМдкОЅЕФШЭЦЄВПЗжЃЌдкТщОЅОЖЯђга20ИіЁЋ40ИіЯЫЮЌЪјОљдШЕиЗжВМЃЌГЪвЛШІЭъећЕФЛЗзДЯЫЮЌВуЁЃЕЅЯЫЮЌЮЊГѕЩњШЭЦЄЯЫЮЌЯИАћЃЌвЛИіЯИАћОЭЪЧвЛИљЕЅЯЫЮЌЃЌвЛЪјЯЫЮЌжадМга30ИљЁЋ50ИљЕЅЯЫЮЌЁЃЕЅЯЫЮЌКЭЪјЯЫЮЌЕФЙЙдьЃЌдкТщОЅВЛЭЌВПЮЛЪЧВЛвЛжТЕФЃЌвђДЫЃЌЯЫЮЌЦЗжЪвВЪЧВЛОљдШЕФЁЃбЧТщТщОЅОЖЯђНсЙЙПЩгЩБэЦЄВу(АќРЈБЁЦЄЁЂБэЦЄЁЂБЁБк)ЁЂШЭЦЄВу(ЯЫЮЌВу)ЁЂаЮГЩВуЁЂФОжЪВугыЫшжЪВуЮхВПЗжзщГЩЁЃТщОЅжаФОжЪВуеМ70ЃЅЁЋ75ЃЅЃЌШЭЦЄВуеМ13 %ЁЋ17ЃЅЃЌШЭЦЄВуЯЫЮЌКЌСПдМеМ11ЃЅЁЋ30%ЃЌетвЊЪгТщОЅЕФВЛЭЌВПЮЛЖјвьЁЃ
бЧТщЯЫЮЌЕФжївЊГЩЗнЮЊЯЫЮЌЫиЃЌВЂКЌгаНЯЖрЕФАыЯЫЮЌЫиЁЂФОжЪЫиЁЂЙћНККЭЦфЫћЮяжЪЁЃЦфЛЏбЇзщГЩМћБэ1ЁЃ

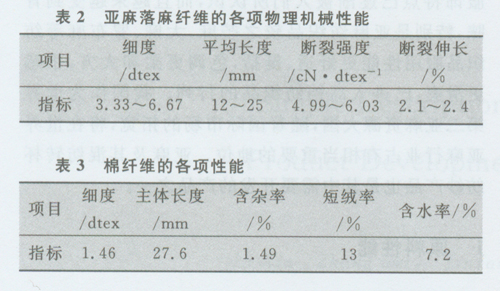
гЩгкбЧТщЕФЯЫЮЌГЄЖШВювьДѓЃЌЬиБ№ЪЧТфТщЦНОљГЄЖШЖЬЁЂЖЬШоЖрЁЂКЌдгЖрЃЌвдЧАЕФЙЄвежївЊЪЧВЩгУЛЗЖЇЯИЩДЛњРДМгЙЄЃЌЕЋГЩЩДжЪСПВЛЙЛКУЃЌгШЦфЪЧЬѕИЩБШНЯВюЃЌЖјВЩгУзЊБЗФЩДЛњРДМгЙЄТфТщКЭЖЬТщОЭЗЧГЃЪЪгІЃЌЧвЩњВњЕФЖЬТщЩДВњСПИпЁЂжЪСПКУЁЃБэ2ЮЊИЪЫрЮфЭўТщЗФГЇбЧТщТфТщЯЫЮЌЕФИїЯюЮяРэадФмЃЌгыбЧТщЯЫЮЌЛьЗФЕФУоЯЫЮЌВЩгУ327ОтГнУоЃЌЦфжївЊадФмМћБэ3ЁЃ
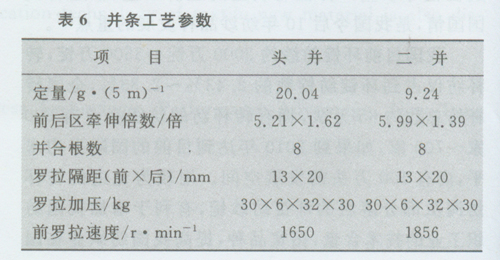
2ЗФЩДЙЄвеСїГЬ
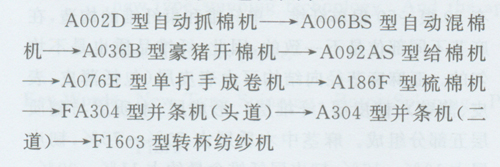
ВЩгУзЊБЗФЩњВњМгЙЄ36 texбЧТщЃЏУоЛьЗФЩДЃЌЛьЗФБШЮЊ45ЃЏ55ЃЌЦфЗФЩДЙЄвеСїГЬЮЊЃК
3ИїЙЄађЙЄвеММЪѕДыЪЉ
3ЃЎ1 ПЊЧхУо
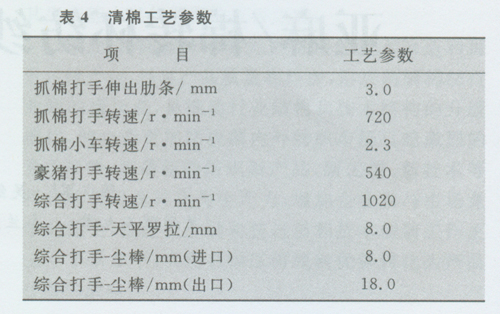
ИљОнбЧТщЯЫЮЌЕФЬиадЃЌдкМгЙЄбЧТщЃЏУоЛьЗФЩДЪБЃЌПЊЧхУоЙЄађгІБЃжЄГфЗжПЊЫЩЁЂОљдШЛьКЯЃЌЬсИпУоОэжЪСПЃЌжївЊЙЄвеВЮЪ§МћБэ4ЁЃ
3ЃЎ2ЪсУо
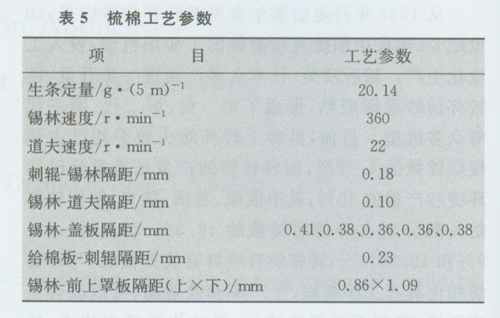
КЯРэХфжУЪсУоЙЄвеЪЧЬсИпГЩЩДжЪСПЕФживЊЛЗНкЁЃЮЊБЃжЄЯЫЮЌЪмЕНГфЗжЕФЪсРэЃЌгІЪЪЕБЬсИпЮ§СжЕФЫйЖШЃЌгаРћгкЯЫЮЌзЊвЦКЭЗРжЙШЦЮ§СжЃЌЪЪЕБЗХТ§ЕРЗђЫйЖШЃЌЫфШЛВњСПНЕЕЭЃЌЕЋгаРћгкАўУоКЭИФЩЦЩњЬѕЬѕИЩОљдШЖШЁЃЪсУоЙЄађЙЄвеВЮЪ§ШчБэ5ЫљЪОЁЃ
3ЃЎ3 ВЂЬѕ
ВЂЬѕЙЄађжївЊПМТЧКЯРэЕФЧЃЩьЗжХфЃЌдіДѓМгбЙСПЃЌГфЗжИФЩЦЯЫЮЌЦНааЩьжБЖШЃЌЭЌЪБМгЧПВЂКЯзїгУЃЌжївЊЙЄвеВЮЪ§МћБэ6ЁЃ
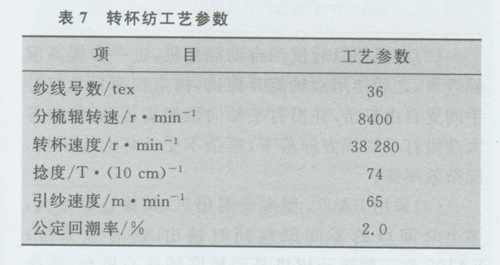
3ЃЎ4зЊБЗФ
зЊБЗФЙЄађЪЧећИіЗФЩДЙ§ГЬЕФзюКѓвЛЕРЙЄађЃЌИїгаЙиЙЄвеВЮЪ§ЕФбЁгУЪЧЗёКЯРэЃЌНЋжБНггАЯьГЩЩДжЪСПКЭЗФЩДЮШЖЈадЃЌзЊБЗФЕФжївЊЙЄвеВЮЪ§ШчБэ7ЫљЪОЁЃ
4 НсЪјгя
зЊБЗФЩДММЪѕгыЦфЩДЯпОпгаКмЖргХдНЕФЬиадЃЌЫќМИКѕПЩвдЗФШЮКЮЯЫЮЌЃЌетдкЦфЫћЗФЩДЗНЗЈжаЪЧВЛПЩФмзіЕНЕФЁЃгУзЊБЗФЛЙПЩвдЗФжёНкЩДЃЌСэЭтдкЙЄвЕгУКЭзАЪЮгУЩДСьгђЃЌзЊБЗФЛЙДѓгаПЩЮЊЁЃзЊБЗФПЩвдЪЪЗФИїжжЯЫЮЌдСЯЃЌПЩвдЗФжЦГЄЖШКЭДжЯИВювьНЯЛЗЖЇЗФИќФбДІРэЕФИїРрЯЫЮЌЃЌЫфШЛзЊБЗФЩДКХНЯДжЃЌЧПСІНЯЕЭЃЌЕЋГЩЩДОљдШЖШКУЁЂдгжЪЩйЁЂФЭФЅадКУЁЂЩьГЄДѓЁЂШОЩЋадКУЃЌГЩЩДФэЖШгаЗжВуНсЙЙЬиадЃЌКмЪЪКЯгкеыжЏгУЩДЁЃ