
0 前言
梳棉机刺辊齿条的主要作用是清除纤维中的杂质,将纤维束初步分离成单纤维状态,同时进行纤维转移,并尽可能地减少短绒和纤维损伤。实践证明:梳棉机的刺辊能将棉卷中65%~75%的纤维束初步分离成单纤维状态,并清除其中75%左右的杂质。
1 刺辊齿条现状
目前,国产梳棉机用刺辊齿条有两种:一种是镶嵌在沟槽中使用的普通基部齿条,一种是链锁基部齿条。纵观国外梳棉机的刺辊配置,无沦是特吕茨勒公司DK740、DK760、DK803、DK903等系列梳棉机,还是瑞士立达C51等高产梳棉设备,均采用链锁基部刺辊齿条。在国内,郑纺机产FA221 B、FA224、FA225系列梳棉机,金坛纺机产JFA226型,上海克罗斯洛尔MK5A、MK5B等系列,也已采用链锁基部刺辊齿条。此外,现仍采用镶嵌在沟槽的普通基部刺辊齿条的有青岛纺机产FA231、FA203A系列机型、胶南纺机产FA206等系列梳棉机。
2链锁基部刺辊齿条与普通基部刺辊齿条比较
2.1链锁基部刺辊齿条
2.1.1链锁基部剌辊齿条在包卷时缠绕到刺辊表面即可,避免了原用于镶嵌齿条的沟槽加工难、精度低的问题;减少了加工工序,提高了刺辊的加工精度,降低了加工过程中的次品率、废品率,节省加工工时及费用。
2.1.2链锁基部刺辊齿条抗轧性能强,通过基部链锁,使相邻齿条互锁,即使异物进入造成齿条局部断裂,齿条也不会散乩而损伤锡林针布;且承受载荷能力强,适应剌辊的高速运转,能提高刺辊在高速运转中的安全性。
2.1.3 链锁基部刺辊齿条适纺范围广,可根据适纺原料的特性和工艺要求的不同,选择齿条基部节距,从而改变横向齿密;齿密的增加,为提高梳棉产量、降低刺辊转速、减少对纤维的损伤提供了保证。
2.1.4链锁基部剌辊针布圆整度好,在光胎滚筒上包卷链锁基部齿条,其伏贴性好,径跳不大于0.05mm,无需磨针,比在沟槽滚筒上包嵌普通基部齿条的径向跳动精度提高0.15 mm以上;更重要的是能较充分地发挥刺辊齿条参与开松、除杂、转移等有效功能。
2.1.5 由于单根包卷链锁基部刺辊齿条,包卷螺旋角明显减小,使刺辊在高速运转中产生的气流较小,从而改善剌辊浮面层的气流,提高棉花的利用率。
2.1.6链锁基部刺辊齿条的制造成本略高,但其在开梳质量、落棉、可纺纤维率、除杂效率方面都取得较好的工艺效果,使用寿命长,很具推厂价值。
2.2镶嵌在沟槽的普通基部刺辊齿条
目前,在国产A186型梳棉机上,刺辊多采用开螺旋槽镶嵌齿条的方式,槽宽一般为1.09 mm,八根齿条并进包覆。主要是根据纤维的特性,对齿条总高、前角、纵向齿距、齿形(直齿、弧齿或负角)进行改进,但存在以下问题。
2.2.1 刺辊针布的横向齿密由于刺辊滚筒槽的固定而无法改变,而实践证明改变横向齿密对梳理效果的影响远大于改变纵向齿密;要想调整螺距以改变横向齿密,则必须更换刺辊滚筒;当螺距过小时.反复拆包刺辊又将影响刺辊滚筒的质量与寿命。
2.2.2在加工过程中不但要控制刺辊滚筒的径跳精度,还要控制槽的深度、宽度、间距的精度,因此,加工工序多、难度大、成本高,废品率也很高。
2.2.3 刺辊滚筒的槽深、槽宽稳定性差,在刺辊高速运转过程中安全性降低;因为刺辊齿条与槽为紧配合,但在使用过程中由于齿条需要不断更新,致使槽深、槽宽改变,造成齿条与沟槽的啮合程度不一致,不但增加了齿条包覆的难度,而且影响包覆齿条后刺辊的径跳精度,往往会出现齿条压不进槽或压不到位等问题,若滚筒槽损坏则滚筒只能报废。另外,高速运转中的刺辊齿条一旦断裂,必将损坏锡林针布、大小漏底等相邻部件,机械故障率及损失也相应扩大。
2.2.4刺辊齿条在生产过程中磨损、损坏,需要反复重包,不仅工作量大,而且对包刺辊工的技术要求较高;若沟槽受损,包覆时齿条压不到位造成齿尖高低不一致,势必影响刺辊针布的圆整度,影响工艺上车,只能加大对刺辊齿尖的磨削量,又影响刺辊的锋利度和使用寿命,达不到新针布的效果。
2.2.5虽然沟槽刺辊所用齿条少、费用低,但抗轧性能差、寿命短,影响成纱量。
3链锁基部刺辊齿条的研制开发
为了不断适应梳棉机高产和改善成纱质量的需要,自鲨针布公司早在1989年就成功研制了梳棉机用链锁基部刺辊齿条,并获两项国家专利。
3.1 链锁基部、沟槽镶嵌普通基部刺辊齿条包覆示意见图1、图2所示。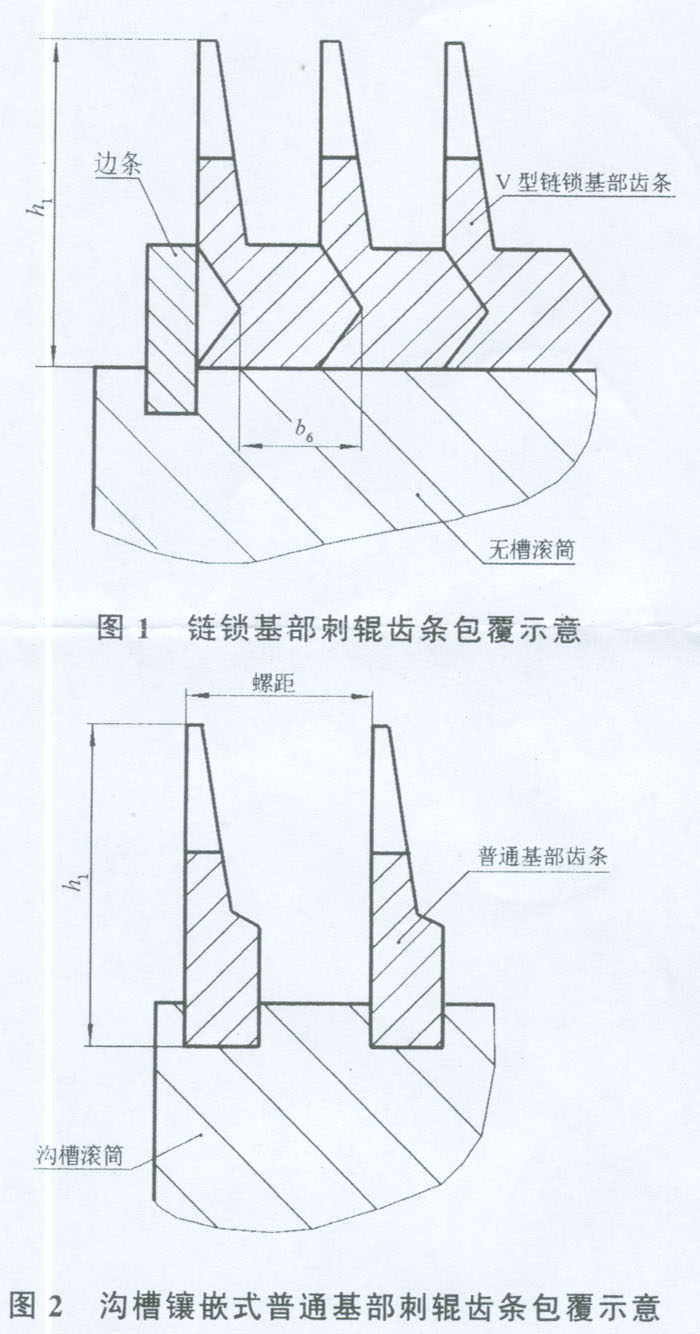
3.2链锁基部刺辊齿条与沟槽刺辊用普通基部齿条主要技术参数分析见表1。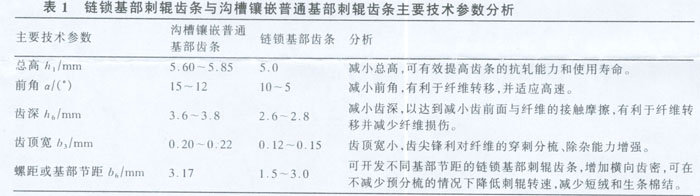
3.3链锁基部齿条的规格及适纺范围见表2所示。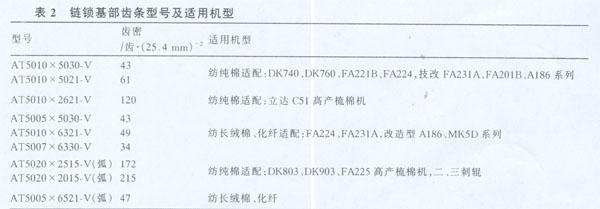
4 结束语
4.1 为保护纤维、减少短绒、提高除杂效率,刺辊速度应从高速(1 000 r/min左右)降至中、低速(600 r/min~800 r/min),并对齿条的基部节距b6、齿顶宽b3,、总高h1.齿深h6、前角α、齿密等进行优化组合,从而达到较好的成纱品质指标和工艺效果。
4.2无槽刺辊不仅减轻主机厂车槽加工难度,提高滚筒制成率,而且能有效控制滚筒径跳精度,使链锁基部刺辊齿条包覆后的圆整度不大于0.05 mm;且无需磨针,保证了齿尖的锋利度,提高了梳棉效果,增加齿条的使用寿命。
4.3对A186系列梳棉机的沟槽刺辊进行技术改造,应对外圆进行修磨,使其达到径跳和精度要求(无需车掉沟槽),包覆链锁基部齿条能有效改善成纱质量。
| 价格行情 | 价情总览 | 纱线行情 | 棉花行情 | 化纤行情 | 面料行情 | 茧丝行情 | 化纤原料 | 其它市场行情 | 企业报价 |
| 纺织黄页 | 印染黄页 | 纺机黄页 | 针织黄页 | 丝绸黄页 | 化纤黄页 | 面料黄页 | 服装黄页 | 家纺黄页 | 棉纱黄页 |
| 知识技术 | 纺织基础 | 丝绸知识 | 印染技术 | 纺织标准 | 纺织技术 | 服装设计 | 化纤技术 | 纱线工艺 | |
| 纺织资讯 | 服装服饰 | 综合资讯 | 海外资讯 | 科技信息 | 纺织证券 | 纺企动态 |