
影响喷气织机运转特性的纬向参数涉及很多方面.很难把大量参数都设置成最佳状态.只有知道各种参数之间复杂的关系及纬向停台的原因,才能做到对各种参数进行优化设置。通过大量分析,人们已经获得各种参数之间的相互关系。但大量的纬向运转特性与各种形式的纬向停台的百分比组成之间并没有必然的联系,因为纬向停台更多地取决于机器工艺参数的设置和纱线的状况。例如当加工同一种纱线,两种不同机器参数的设定可以得出相同的运转特性.但却表现出十分不同的纬向停台形式。
在所有的纬向停台原因中,最常见的有3个方面:1)在引纬完成后产生断纬造成的停台;2)不完全引纬造成的停台:3)纬纱头端被吹乱造成的停台。下面就这几种纬向停台的原因及防止办法分别加以论述。重点放在纬向参数的设置上,并仅就短纤纱的纬向停台进行讨论。
1 纬向停台的原因
1.1 引纬完成后产生断纬造成的停台
这种断纬是当纬纱到达织口另一侧时.纬纱所承受的张力超过纱线的断裂强力造成的断纬。引纬过程结束时,纬纱所承受的张力达到最大值。因为纬纱到达对侧后.储纬器停止指落下.以阻止纬纱从储纬器中进一步退出,这时。引纬停止。而此时被引入的纬纱.由于具有很大的潜在动能,导致纬纱伸长,纬纱张力增大。
在纬纱到达对侧后,断纬多发生在停止指和主喷嘴位置。此外.主喷嘴喷射的气流不是随着主喷嘴电磁阀停止而同时停止。在停止指已落下、限制纬纱飞行时,主喷嘴气流仍然对纱线起输送作用,这就会引起纬纱负荷突然增加。一般情况下.纬纱到达对侧后,在纬纱强力弱环与所承受的张力峰值负荷重叠时才会发生断头。被引入的纬纱强力弱环越多,断纬的可能性就越大。
喷气织机在织造过程中.如果辅助喷嘴喷射压力较大、时间较长.则产生的气流对纬纱的作用会增大,从而使纬纱在织口中间发生断头。在这种参数设置方式下,在纬纱到达对侧时,纬纱张力沿引纬方向的增加量比喷射时间短、辅助喷射压力低的情况要小。这样.可以认为纬纱断头是由于纱线受储纬器停止指作用产生的,并不是在引纬过程中发生的断头。
1.2不完全引纬造成的停台
不完全引纬是指:全部长度的一根纬纱被主喷嘴的喷射气流送入织口,但纬纱的头端在飞行过程中受阻并没有到达另一侧。这可能是由纬纱头端与纱罗、边组织及经纱的接触或者碰到钢筘及辅助喷嘴造成的。
1)不完全引纬最早可能发生在主喷嘴区
试验表明,当采用多色引纬系统时,单个引纬系统纱线头端在特定条件下容易被卷入.在引纬前或开始引纬时中断,纬纱头端没有被引入织口而是在主喷嘴处自行形成圈状.形成不完全引纬。
2)纬纱头端穿过主喷嘴到达织口中间的不完全引纬
多数情况下.引纬中断时纱线头端在织口中的位置是不确定的。这可能由于在开始引纬时.纬纱头端已经形成圈状,但却被气流送到接近布边处。只有当纬纱头端明显缠绕在经纱上,才能认为是因经纱原因引起纬向停台。
2)经纱之间的相互摩擦导致不完全引纬
这种情况多发生在喷气织机织造短纤纱的过程中。如果长丝作经纱,短纤纱或长丝作纬纱,除了因经纱断头导致引纬受阻发生不完全引纬停台外,因在织口前的经纱摩擦造成的不完全引纬情况基本可以排除。这种停台,主要可能是由于异形筘通道气流不顺畅,如筘齿上有油渍等原因引起。
1.3纬纱头端被吹乱造成的停台
喷气织机在引纬开始时,纬纱承受主喷嘴巨大的加速作用,停留在主喷嘴处的纬纱.受气流作用的时间相对较长,纱线退捻导致纬纱被吹乱。纬纱头端被吹乱的位置是在进入主喷嘴的位置,被吹散的纬纱长度与主喷嘴的长度十分接近。
多数情况下,被吹散的纬纱头端会被引入织口。在多色引纬织机上,每色引纬系统各有两个主喷嘴的情况.第1主喷嘴将纬纱从贮纬器中引出,一般是第2主喷嘴的喷射气流将纬纱吹乱。
2纬向停台的防止方法
2.1 引纬完成后断纬造成纬向停台的防止方法
为防止引纬完成后纬纱断头,必须要保证纱线质量,而且纬纱在到达另一侧的过程中纱线张力负荷要低。
2.1.1通过保证纱线质量来减少断纬
从防止纱线产生断头角度所说的纱线质量主要指纱的断裂功要高.也就是断裂强度要高。同时纱的断裂功的偏差系数要尽可能低,且不存在强力弱环。例如.用乌斯特“tensojet”强伸试验仪测Nm 52纯羊毛纱,断裂功为488 cN/cm,而对于Nm 50棉纱断裂功为421 cN/cm。实际上.断裂功的偏差系数才能反映出真正的问题。对于羊毛纱.它的断裂功偏差系数为57%,而棉纱断裂功偏差系数仅为15%。所以棉纱引纬并不困难,而在喷气织机上织造高偏差系数的羊毛纱就很不经济了。
2.1.2通过控制纱线到达时的速度来降低纱线张力负荷
在纬纱到达对侧后.如果纬纱张力越低,纬纱断头的可能性就越小。作用在纬纱上的张力大小,主要取决于纬纱在停止瞬间的速度,同时也受到辅助喷嘴的喷射压力大小和喷射时间长短的影响。由于喷射时间对纬纱伸长影响十分关键,辅助喷嘴的压力又必须可靠地保证纬纱能够到达对侧,所以靠这两个参数调整来减少纬纱张力负荷的余地相对较小。主要应通过减小纬纱到达时的速度来减小张力。纬纱的速度与纬纱性质有关,并受纬纱制动器参数、引纬时间和主喷嘴停喷时间的影响。
1)摩擦系数和抗弯曲强力对纬纱速度的影响
在引纬过程中,纱的摩擦系数和抗弯曲强力会影响纬纱速度。纱的摩擦系数和抗弯曲强力越高.在主喷嘴停止喷射后.纱的动能损失就越快.这样纬纱到达时的速度就越低。
2)正确设置纬纱制动器参数以降低纬纱速度
现在可控的纬纱制动器已广泛应用在短纤纱作纬纱的喷气织机上。它的主要目的是通过控制纬纱到达前的制动力来减小纬纱到达后的纱线上的张力负荷。当纬纱速度不高的情况下,采用控制纬纱制动器的设定来降低纬纱速度的方法比较理想,因为在这种情况下,能够保证纬纱正常引入并安全到达另一侧。
旧式的喷气织机通常安装有纬纱制动控制器,这样通过正确设定主喷嘴的喷射时间可以减小纬纱张力负荷。主喷嘴电磁阀关闭越早,纬纱到达速度及纬纱负荷就越低。如果主喷嘴停喷时间由在纬纱到达前4.4 ms提前到14.5ms,那么最大纬纱张力可以减小20%。如果主喷嘴关闭时间提前,为了达到必要的引纬时间,保证主喷嘴带动纬纱向前飞行.就需要增加主喷嘴压力。主喷嘴压力增加量必须在1×105Pa(1 bar)以下.因为压力增加过多,会由于纬纱被吹乱导致停台增多。
3)通过延长引纬时间降低纬纱速度
引纬时间越短.引纬速度及纬纱到达速度就越高.一般讲,引纬时间取决于机器开口速度(运转速度)及引纬角大小.引纬角指喷气织机在开始引纬与纬纱到达之间主轴的回转角度,为减小纬纱到达时纱线上的负荷,就必须降低机器运转速度或增大引纬角。引纬时间增加12 ms以下.纬纱上的负荷可减小30%。
通过延长引纬时间,降低纱线到达时的速度.可降低纱线张力负荷。引纬时间延长,主喷嘴压力相应可以设定低一些,这样可以减少压缩空气的消耗,并减少由于喷气压力过大吹乱纬纱造成的停台。但引纬角的增加及延迟纬纱到达角都有一定的局限性,如果纬纱到达角延迟太多,就不能保证纬纱适当的伸长并安全到达另一侧。通常,织机运转角度使辅助喷嘴位于织口内时.辅助喷嘴才开始喷射,纬纱也必须明显在辅助喷嘴起喷前到达.原因有两点:首先,纬纱到达会有一些分散性,其次,纬纱到达时末端会有些许回弹,这就要求给辅助喷嘴和张力喷嘴足够的时间以达到必要的伸长。
适当的纬向伸长不仅可以减少织物疵点,同时可影响经纱运转特性。打纬时引纬张力越低.经纱末端的收缩就会越小,特别是在喷嘴侧的经纱,这样由于喷嘴侧断经所造成的停台也会减少。正确设置第一主喷嘴位置可调整打纬时纬纱伸长.这样就可以防止发生断经。通过调整第1主喷嘴与第2主喷嘴的相对位置,可控制纬纱的伸长。
2.2不完全引纬造成纬向停台的防止方法
因不完全引纬导致的纬纱停台相对较少,所以找出防止停台的正确解决办法也相对比较困难。此外,大量不完全引纬造成的停台受机器工艺参数设置的影响.为防止这种纬向停台.最重要的是要对引纬参数的设置进行常规检查,这种检查通常包括主辅喷嘴的电磁阀的反应时间及在异形筘通道内的气流情况。
与产生不完全引纬相关的两个参数是辅助喷嘴喷射时间和喷射压力,正确设置辅助喷嘴的喷射时间和喷射压力非常重要。在织口内的气流喷射速度由辅助喷嘴喷射压力决定.为保证纬纱能够顺利到达对侧,纬纱头端与气流之间必须有足够大的相对速度。同时,辅助喷嘴的起喷时间必须随引纬时间的变化而变化。也就是说,当纬纱特别早通过引纬通道时,辅助喷嘴的起喷时间必须保证纬纱在任何条件下能够通过引纬通道。辅助喷嘴的停止时间对织物质量影响很大,如果辅助喷嘴停止得太早,就会由于引纬张力减小而在布边形成纱圈及纬纱扭结等疵点。
除了设置适宜的飞行条件,纬纱飞行还会受到经纱和边纱的影响,因这些情况导致的不完全引纬不在这里作详细说明。
2.3纬纱被吹乱造成的纬向停台的防止方法
纬纱被吹乱造成的停台主要与纱线的特性和机器参数的设定有关。从纱线特性上考虑,一些低捻纱或一些纱线结构松散的纱容易被吹散.高捻纱要比中捻纱好一些.环锭纱由于比转杯纱结构紧密,相对不容易被吹散。
从机器参数设定角度上看,这种停台大多受主喷嘴喷射压力和起喷时间的影响。一方面,增加主喷嘴的喷射压力会产生较高的气流速度,纬纱在主喷嘴区就会严重被解捻,从而增加纬纱被吹乱的可能性。另一方面,主喷嘴的起喷时间也会影响纬纱被吹乱的次数。从理论上说.主喷嘴的起喷时间应在纬纱被贮纬器停止指释放的同时,因为如果纬纱还受贮纬器停止指控制,主喷嘴就开始起喷,位于主喷嘴处的纬纱就会受到不必要的张力负荷;如果主喷嘴的喷射时间比停止指释放纬纱时间迟较多,就会造成引纬失败。
实际上,当主喷嘴电磁阀打开的瞬间.主喷嘴空压并不能立即全部建立起来.还需要延迟几毫秒。因此,如果停止指释放纬纱后.主喷嘴再开始喷射.主喷嘴的压力不能立即达到正常水平.就会影响纬纱在主喷嘴处的飞行.所以在选择主喷嘴的起喷时间时要进行折中考虑.既不能太早导致纬纱被吹乱.也不能太迟影响纬纱飞行。
图l所示为3种不同主喷嘴喷射时间下对应的初始纬纱张力。主喷嘴最大喷射压力不是在主喷嘴阀开启瞬间建立的.主喷嘴起喷时间在80°时,贮纬器停止指释放纬纱后.喷射压力已经建立90%。如果在60°时起喷.喷射压力则全部建立起来。在图1(a)中可以看出,纬纱张力从60°开始增加,在80°时,当贮纬器停止指释放纬纱末端.纬纱张力突然下降,开始形成气圈,之后纱线张力才进一步增加。
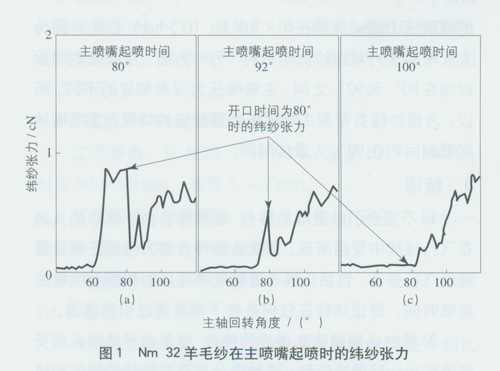
单从降低纱线张力负载的角度考虑,主喷嘴喷射时间在100°似乎最合适,因为这时引纬开始时没有张力峰值出现。不过,为了达到必要的引纬时间,一方面.主喷嘴的喷射压力必须保持在5×104Pa(0.5 bar)以内,因为太大喷射压力对纬纱负荷不利:另一方面.主喷嘴的喷射时间在80°和92°之间.主喷嘴压力没有明显的不同。所以,考虑纱线负荷和主喷嘴压力都较低的情况,主喷嘴的起喷时间约在92°为最佳时间。
3结语
1)不完全引纬造成的停台:这种停台由于纬纱的头端在飞行过程中受阻所致。解决这种停台的方法是正确设置纬纱飞行条件.包括正确设置辅助喷嘴压力和辅助喷嘴的起喷时间,保证纬纱在任何条件下都能通过引纬通道。
2)纬纱头端被吹乱造成的停台:这是由于纬纱头端受气流作用纱线退捻所致。这种停台主要与纱线的特性和机器参数的设定有关。从纱线特性上考虑.高捻纱及结构紧密的纱相对不容易被吹散。从机器参数设定上讲,降低主喷嘴压力可减少纬纱被吹乱的可能性,同时,主喷嘴起喷时间约在92°为最佳时间。
3)在引纬完成后产生断纬造成的停台:这主要由于纬纱到达对侧后,纬纱张力超过纱线的断裂强力造成的断纬。解决这种停台从两方面人手.一是选择优质高强力的纱,要求纱的断裂强力要高,断裂强力偏差系数要低;二是通过降低纱线到达时的速度来降低纱线张力负荷。纬纱的速度与纬纱性质有关,纱的摩擦系数和抗弯曲强力越高.纬纱到达时的速度就越低,同时受纬纱制动参数设定、引纬时间的控制。通过提前关闭主喷嘴电磁阀或延长引纬时间可降低纱线到达时的速度。