
帘子布捻织过程的强力损失直接影响到浸胶布的强力,分析影响强力损失的因素,降低强力损失,是我们长期以来一直探讨的重要课题。
从原丝到白坯布要经过初捻、复捻、织布三个工序。
2初捻复捻织布对强力损失的影响
2.1 实验
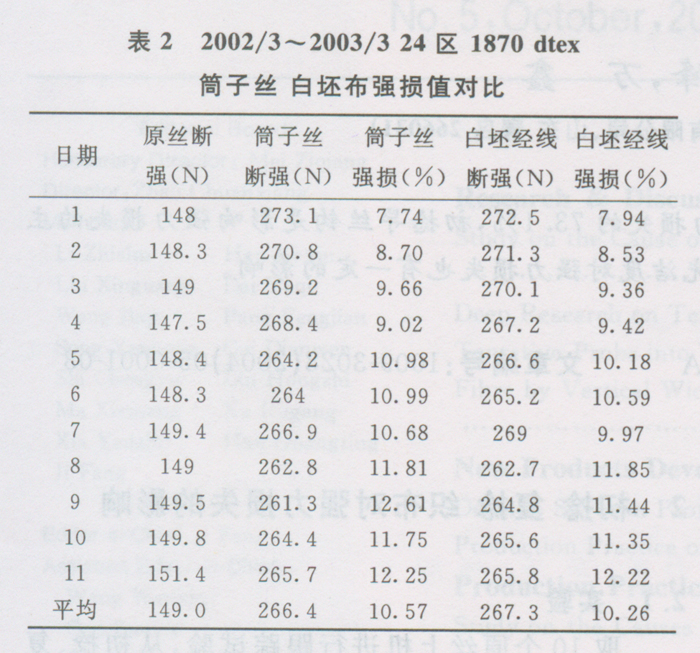
取10个原丝上机进行跟踪试验,从初捻、复捻、织布各工序监控检测。测试结果见表1、表2。
2.2结果与分析
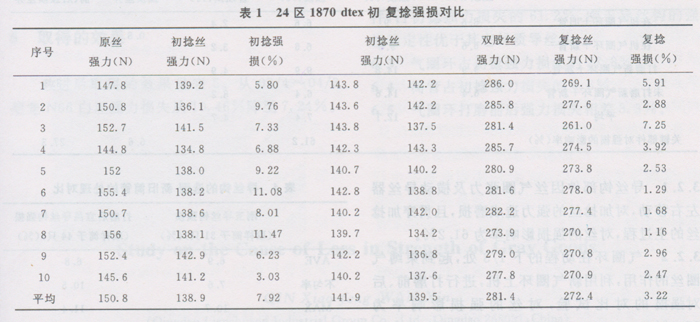
从表中得出数据:
初捻工序丝的强损为7.92%;复捻工序丝的强损为3.22%;织布工序丝的强损即白坯经线强损与筒子丝强损的差值,为-0.31%。以上三个工序强损的和为10.83%,经分别计算各工序占总强损的影响率,并分析结论为:
①初捻工序对单股丝加捻,无捻丝抱和性较差,在加捻过程中表面磨损严重,在白坯强损中初捻工序影响率为73.1%。
②复捻工序对双股加捻后的单股丝加捻,两股丝加捻呈螺旋包覆状,在加捻过程中接触磨损的点较少,在白坯强损中复捻工序影响率为29.7%。
③织布工序相对加捻工序张力小、速度低,在织造过程中丝易形成弹性回缩,对丝的强损产生修复作用,在白坯强损中织布工序影响不大甚至降低强损,试验数据显示影响率为-2.9%。
3初捻工序关键部件对强力损失的影响
3.1 试验
取20个原丝上机进行跟踪试验,测试导丝钩、气圈环、筒管对丝强损的影响,初捻丝在加捻、卷绕过程中,上、下往复动程可分为三部分。上1/3动程丝的气圈呈锥形,丝的接触部位主要有:上皮辊握持、导丝钩部件、尼龙钩等。下1/3动程丝的气圈呈葫芦形,丝的接触部位主要有:上皮辊握持、导丝钩部件、气圈环、筒管边缘及尼龙钩。
试验前,通过张力测试手段,将对应试验锭位的上皮辊握持张力、尼龙钩运行张力控制在一定范围内,将锭间速度差异控制在±50 rpm内,测试结果见表3。
3.2结果与分析
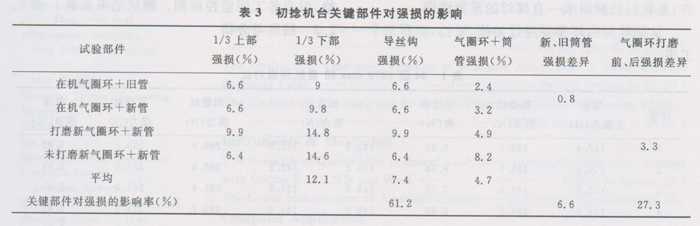
3.2.1导丝钩部件因丝气圈张力及横动导丝器左右移动,对加捻丝的强力造成磨损,且贯穿加捻丝的全过程,对丝的强损影响率为61.2%。
3.2.2 气圈环在动程的下1/3处,起到束缚气圈丝的作用,利用新气圈环上机,进行打磨前、后对强损的对比试验,对丝的强损影响率为27.3%。
3.2.3筒管上边缘与丝的接触摩擦较小,利用新、旧筒管上机进行强损的对比试验,对丝的强损影响率为6.6%。
4将试验结果用于生产实践
4.1导丝钩的改进与选型
导丝钩的选型、新旧筒管的处理对比见表4。
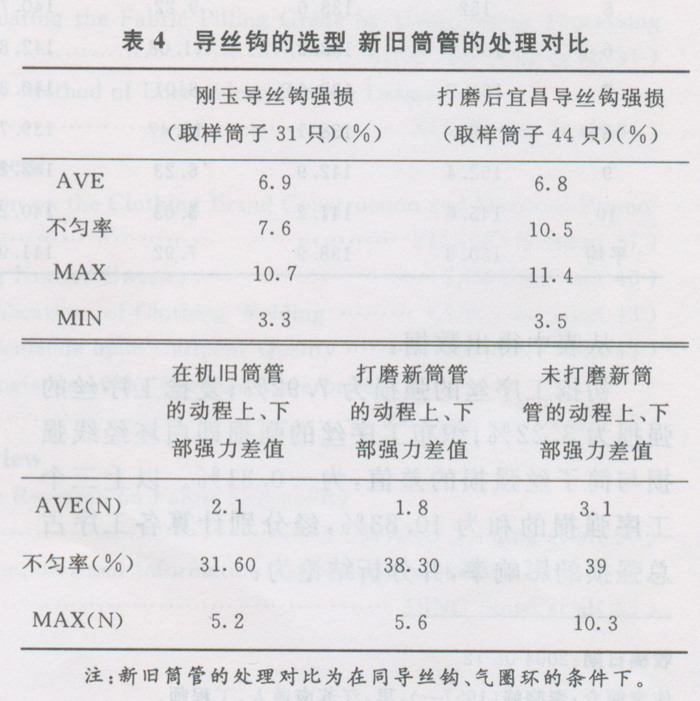
通过大量的对比试验,发现影响强损的主要工序为初捻,影响强损的关键部件为导丝钩。对导丝钩的改进,从优化加捻流程入手,将原有导丝钩、导丝器两个磨擦点合二为一,提升导丝器位置,改进丝的气圈成形。同时对两种材料的导丝钩进行试验对比,从表4数据看:刚玉导丝钩强损6.9%、不匀率7.6%;在机不锈钢导丝钩强损6.8%、不匀率10.5%;从质量的稳定性及耐用性考虑,最终选用刚玉小孔径导丝钩。
4.2在机气圈环的退铬重镀返新打磨
分析初捻机台关键部件对强损的影响试验,新气圈环上机打磨前、后强损差异为3.3%。由于资金局限,在机筛选下的气圈环无法批量更新,通过试验论证,采用将轻微毛刺气圈环退铬重镀返新打磨,既节约资金又保证了质量。
4.3定期筛选筒管采用布轮打磨维修
分析初捻机台关键部件对强损的影响试验,对新筒管上机前打磨,缩短了新管的磨合期。并对在机轻微毛刺筒管,用布轮打磨维修,可提高筒管边缘的光洁度。
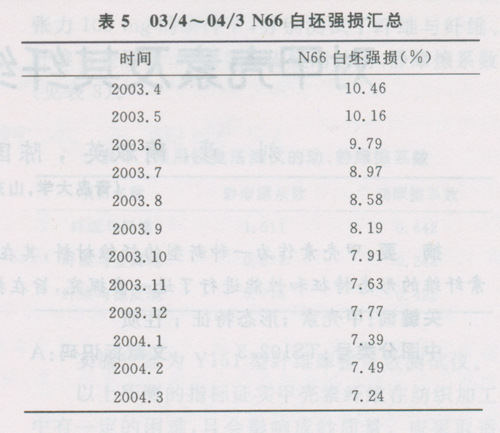
5取得的效果
改进后取得的效果见表5。从03/4~04/3尼龙N66白坯强力损失从10.46%降至7.24%。
6 结论
影响强力损失的因素为:
6.1初捻是影响强力损失的主要工序,占整个强力损失的73.1%。
6.2初捻工序导丝钩是影响强力损失的主要部件,占初捻强力损失的61.2%,刚玉导丝钩的强损稳定性优于其它材质导丝钩。
6.3气圈环占初捻强力损失的27.3%。
6.4筒管占初捻强力损失的6.6%。
6.5气圈环打磨前后强力损失相差3.3%。