
0 引言
中长型涤、粘混纺纱条干均匀、吸湿性好、单纱强力高、较易染色。其织物表面光洁、挺刮匀整、仿毛感强、服用性能好、有很好的市场潜力。
用棉纺设备纺中长型、粘胶纤维混纺纱时,成纱质量波动大,生产稳定性差。针对这一系列问题,我们从原料、工艺和设备多方面进行探索,取得了较好的效果。
1 原料性能及工艺流程
1.1 原料性能如表1所示

1.2 工艺流程
A002D自动打棉机-A035混开棉机(附A045B凝棉器)-FA 106豪猪开棉机-A092AST配棉箱(附A045B凝棉器)-A076C单打手成卷机-FA201梳棉机-FA302并条机-A456E粗纱机-FA506AS细纱机-1332M络筒机。
2 主要工艺特点及参数
2.1 开清棉主要工艺特点及工艺参数
2.1.1 开清棉工艺特点
开清棉工序应充分开松、多梳少打、重加压、大隔距。将豪猪打手改为梳针打手,适当加大打手至尘棒隔距、尘棒之间隔距,增大尘棒进口隔距,以利于开松落杂。为避免损伤纤维梳针打手速度应适当放慢。
2.1.2 开清棉工艺参数
开清棉工艺参数如表2所示。

2.2 梳棉工艺特点及参数
2.2.1梳棉工艺特点
梳棉采用“适当定量、较大隔距、合理分梳、合理速度”。锡林和尘棒隔距适当加大,达到分梳纤维、减少损伤的目的。为了防止后工序并条牵伸负担过重,适当减轻定量。适当放慢刺辊、锡林、道夫速度,以减少纤维损失,但过慢速度不利分梳,因此速度要适当。适当加快盖板速度减少纤维充塞盖板,增强对短纤维的排除。
2.2.2梳棉工艺参数(见表3)

2.3 并条工艺特点及参数
2.3.1 并条工艺特点
头并采用中长生条4根、中长粘胶生条2根,共6根喂人,二并采用8根喂入。并条机牵伸型式为四上三下下压式压力捧曲线牵伸。工艺上采用“大隔距、重加压、大后区牵伸、速度稍低”原则。头道牵伸倍数大于并合根数,以加强纤维伸直平行。中长纤维由于纤维长度较长,中间还可能夹杂超长、倍长纤维,因而宜采用加大罗拉隔距、重加压、放大后区牵伸方法,使纤维充分牵伸,减少纤维后弯勾,从而提高熟条条干均匀度。化纤在纺纱过程中速度过高易产生静电引起缠皮辊和罗拉,故宜采用较低纺纱速度。
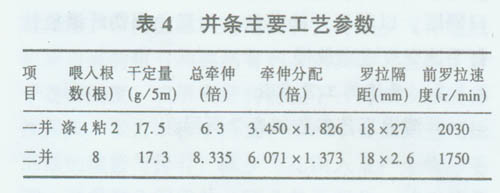
2.3.2并条工艺参数
并条工艺参数如表4所示。
2.4 粗纱工艺特点及参数
2.4.1粗纱工艺特点
由于中长型化学纤维长度长、摩擦系数大、弹性大、导电性差,受温湿度的影响敏感等特性,工艺上宜采用“大隔距、重加压、小张力、适当捻系数、慢速、适当加大后区牵伸”。制成的纱条条干均匀、表面光洁,为后工序顺利进行创造有利条件。
2.4.2粗纱工艺参数
粗纱工艺参数如表5所示。

2.5 细纱工艺特点及参数
2.5.1 细纱工艺特点
由于纤维长度长和纤维间磨擦系数较大,故宜采用较大的罗拉隔距、较大的后区牵伸和较慢的车速,罗拉加压应偏重控制,以防止纺纱过程中牵伸不开出现硬头而影响成纱质量,钢丝圈应偏重使用,车间温度不能过高,控制在25℃左右,相对湿度不能过低,控制在60%左右,以改善纺纱质量。
2.5.2 细纱工艺参数
细纱工艺参数如表6所示

2.6 络筒工艺参数及特点
络筒工序采用配备有电子清纱器和空气捻接器的1332M络筒机,张力圈重量6g,速度1600r/min
3 半成品和成品质量
3.1 各工序半成品质量如表7所示

3.2 成纱质量如表8所示

4 结语
用棉纺设备纺中长型化纤纱时应考虑原料的特性,设备状况,选择合理的生产工艺。首先清梳工艺应使纤维充分梳理,提高纤维伸直度,减少对纤维损伤。其次,并粗工艺应采用“大隔距重加压,大后区牵伸”的原则,来保证纤维充分牵伸,提高条干均匀度,保证成纱质量。最后细纱工艺应保持适当的车间温湿度,大罗拉隔距,大后牵伸,车速不宜过高,及时清洁绒辊,减少飞花,纺出优质产品。