
ёҙәПёЯөө·мИТПЯ°ҙЖдёҙәП·Ҫ·ЁҝЙ·ЦОӘ°ьРҫПЯәНІўДнПЯөИАаРНЎЈ°ьРҫПЯКЗУЙ¶МПЛО¬°ьёІіӨЛҝРОіЙЖӨРҫҪб№№өД°ьРҫЙҙЈЁФЪ»·¶§ПёЙҙ»ъЙПФцМн°ьРҫЙҙЧ°ЦГҪшРРЙъІъЈ©ҫӯІўЙҙДнПЯ¶шіЙЈ¬¶шІўДнПЯКЗУЙіӨЛҝәН¶МПЛЙҙЦұҪУҫӯІўЙҙДнПЯ¶шіЙЎЈІўДнПЯУл°ьРҫПЯПаұИЈ¬ҫЯУРИзПВМШөгЈә
ЈЁ1Ј©ПёЙҙЙиұёІ»РиёьРВЈ¬ІЩЧч·ҪұгЈ¬ІўҝЙјхЙЩУГ№ӨЈ»
ЈЁ2Ј©ҝЙК№УГіЈ№жөДІўДнЙиұёҪшРРЙъІъЈ»
ЈЁ3Ј©јУ№Ө·СУГөНЈ»
ЈЁ4Ј©ҝЙҝШЦЖіӨЛҝәН¶МПЛЙҙөДІўәПұИАэЈ»
ЈЁ5Ј©І»»біцПЦ°ьРҫПЯіЈјыөДҝХРҫЎўВ¶РҫЎўҝХЗКөИЙҙҙГЎЈ
ТтҙЛЈ¬ЖдІъЖ·ёьјУ¶аСщ»ҜЈ¬ҫӯјГР§ТжТІёьјУПФЦшЎЈ
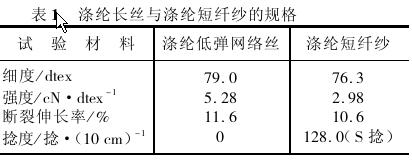
1 КФСйІДБПЎўЙиұёРНәЕәНІўДнХЕБҰ
1.1 КФСйІДБПј°Йиұё
ІўДнёҙәПЙҙПЯІЙУГөДіӨЛҝәН¶МПЛО¬Йҙ№жёсјыұн 1ЎЈІЙУГ FA702 РНІўЙҙ»ъЎўFA721 РНДнПЯ»ъЎЈ
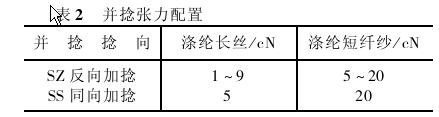
УЙУЪ S ДнПтөД¶МПЛЙҙФЪ Z ПтјУДнөДЗ°ЖЪ»біцПЦНЛДнЙміӨЈ¬¶шОЮДніӨЛҝјУДнәуФт»бІъЙъДнЛхЎЈТтҙЛЈ¬Z ПтІўДнКұУҰјУҙу¶МПЛО¬ЙҙөДХЕБҰЈ¬јхРЎіӨЛҝөДХЕБҰЎЈКФСйЦРІўДнХЕБҰөДЕдЦГјыұн 2ЎЈ
2 КФСйУл·ЦОц
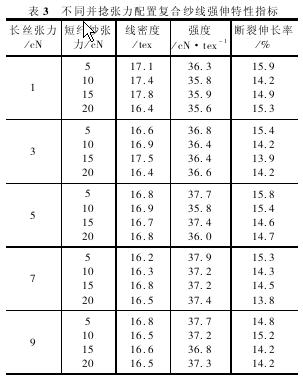
2.1 ІўДнХЕБҰ¶ФёҙәПЙҙПЯЗҝЙмМШРФөДУ°Пм
ОЮДніӨЛҝәН S Дн¶МПЛЙҙФЪ°ҙ Z ПтІўДнКұөДХЕБҰЕдЦГј°¶ФУҰөДёҙәПЙҙПЯөДЗҝЙмМШРФјыұн 3Ј¬ЖдёҙәПДн¶ИОӘ 120 Дн /10 cmЎЈ
УЙНј 1 ҝЙЦӘЈәЈЁ1Ј©ЛжЧЕіӨЛҝІўДнХЕБҰөДФцҙуЈ¬ёҙәПЙҙПЯөД¶ПБСЗҝ¶И»щұҫіКПЦПИФцҙуәујхРЎөДЗчКЖЈ»ЈЁ2Ј©өұБҪЧй·ЦН¬Кұ¶ПБСКұЈ¬іЙЙҙ¶ПБСЗҝ¶ИҙпөҪЧоҙуЦөЎЈ
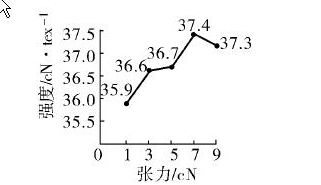
Нј1 ёҙәПЙҙПЯөДЗҝ¶ИУліӨЛҝІўДнХЕБҰЦ®јдөД№ШПө
2.2 ІўДнДн¶И¶ФёҙәПЙҙПЯЗҝЙмРФДЬөДУ°Пм
іӨЛҝІўДнХЕБҰОӘ 5 cNЈ¬¶МПЛЙҙІўДнХЕБҰОӘ 15 cN КұЈ¬Z ПтІўДнёҙәПЙҙПЯөДДн¶ИУліЙЙҙөДЗҝЙмРФДЬЦёұкјыұн 4ЎЈ
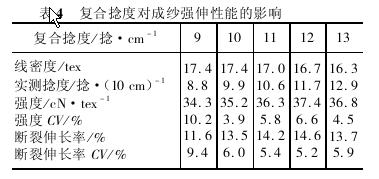
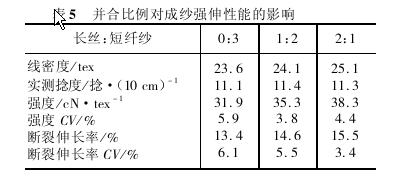
РФДЬөДУ°ПмКФСйМхјюН¬ЙПЈ¬КФСйҪб№ыјыұн 5ЎЈ
2.4 І»Н¬ёҙәПДнПт¶ФёҙәПЙҙПЯөДУ°Пм
ТмПтІўДнЙҙПЯЦРЈ¬БҪёцЧй·Ц·ЦІгПЦПу·ЗіЈГчПФЈ¬ЖдЦР¶МПЛЙҙіКВЭРэПЯЧҙ°ьёІУЪіӨЛҝөДНвІгЈ¬іӨЛҝіКЦұПЯЧҙО»УЪёҙәПЙҙПЯөДЦРРДЈ»¶шН¬ПтІўДнЙҙПЯЈ¬іӨЛҝәН¶МПЛЙҙөДёҙәПҪб№№ұИҪПҫщФИЈ¬Г«УрТІҪПЙЩЎЈ
Н¬ПтјУДнәНТмПтјУДнКұЈ¬ёҙәПЙҙПЯөДАӯЙм¶ПБСЗъПЯРОЧҙУРЛщұд»ҜЈ¬ө«ІоТмІ»ҙуЎЈН¬ПтјУДнөДёҙәПЙҙПЯУРҪПөНөДДЈБҝЎўҪПҙуөД¶ПБСЙміӨВКәНЙФёЯөД¶ПБСЗҝ¶ИЎЈ
3 ҪбУп
ЈЁ1Ј©СЎФсІўДн№эіМЦРіӨЛҝәН¶МПЛЙҙөДәПАнІўДнХЕБҰЕдЦГЈ¬УРЦъУЪ»әҪвЛьГЗөДҪб№№әНРФДЬІоТм¶ФёҙәПЙҙПЯөДНв№ЫәНРФДЬЦёұкөДІ»АыУ°ПмЎЈ
ЈЁ2Ј©СЎИЎККөұөДДн¶И»тДнұИЈ¬Ҫ«»бМбёЯёҙәПЙҙПЯөДЗҝ¶ИөИБҰС§РФДЬЎЈ
ЈЁ3Ј©СЎИЎІ»Н¬ІўәПұИАэөДіӨЛҝәН¶МПЛЙҙЈ¬ҝЙТФ»сөГІ»Н¬УГНҫөДёҙәПЙҙПЯЎЈ
ЈЁ4Ј©І»Н¬УЪТ»°г¶МПЛЙҙПЯөД°ьРҫЙҙПЯөДТмПтјУДнЈ¬ІЙУГН¬ПтјУДнЈ¬Ҫ«»сөГНв№ЫәНРФДЬёьјСөДІўДнёҙәПЙҙПЯЎЈ
ЈЁ5Ј©ЙъІъІўДн·мИТПЯөД№эіМЦРЈ¬ХЖОХТФЙПТӘөгЈ¬јхЙЩІўДнёҙәПЙҙПЯМШУРөДЙҙҙГЈ¬ІЕДЬұЈЦӨіӨЛҝәН¶МПЛЙҙөДИҫЙ«Т»ЦВРФЎЈ