
еЊвЊЃК дкFA311AаЭВЂЬѕЛњЁЂTJFA458AаЭДжЩДЛњЩЯНјааСЫЧЃЩьЙЄвеХфжУЖдГЩЩДжЪСПгАЯьЕФЪдбщЁЃВЂЬѕжЪСПгыГЩЩДжЪСПГЪе§ЯрЙиЙиЯЕЃЌДжЩДЕФжївЊзїгУГ§ЧЃЩьЁЂМгФэЭтЃЌЛЙгаИФЩЦаыЬѕФкВПЯЫЮЌЩьжБЖШМАЩДЬѕНсЙЙЕФзїгУЁЃЬсИпАыжЦЦЗЬѕИЩОљдШЖШКЭЯЫЮЌЩьжБЖШЃЌЖдИФЩЦГЩЩДжЪСПаЇЙћЯджјЁЃВюЁЂЧАЭфЙГЖрДя50ЃЅЁЋ55ЃЅЃЌЫљвдЭЗВЂЕФжиЕуЪЧЩьжБЧАЭфЙГКЭМѕЩйУоНсВњЩњЃЛЮЙШыЖўВЂЕФЭЗВЂЬѕзгжаКѓЭфЙГОгЖрЃЌЫљвдЖўВЂгІвдШЅГ§ЯЫЮЌКѓЭфЙГЁЂЬсИпЯЫЮЌЩьжБЦНааЖШКЭЬѕзгЕФдШећЖШЮЊжїЁЃгабаОПШЯЮЊЃЌЮЊСЫНЯКУЕиЩьжБЧАЭфЙГЃЌЭЗВЂКѓЧјЧЃЩьБЖЪ§ВЩгУ2ЃЎ0БЖзѓгвЃЌЧАЧјЧЃЩьБЖЪ§гІЕЭгк3ЃЎ0БЖЃЌЙЪЭЗВЂгІвд6ИљВЂКЯЃЌ6БЖвдЯТЧЃЩьНЯЮЊКЯРэЁЃ
0ЧАбд
ВЂЬѕЁЂДжЩДЙЄађЪЧУоЗФЙЄГЬжаЕФживЊЙЄађЃЌЕЋЭљЭљБЛШЫУЧЫљКіЪгЃЌЦфжаВЂЬѕЙЄађЮЊЦПОБЙЄађЃЌЦ№ЕНГаЩЯЦєЯТЕФзїгУЁЃУоЬѕНсЙЙдкВЂЬѕКѓвбЖЈаЮЃЌЪьЬѕЕФЬѕИЩCVжЕЁЂжиСПЦЋВюЕШжИБъЛљБОЩЯОіЖЈСЫЯргІЕФГЩЩДжЪСПЃЌВЂЬѕжЪСПгыГЩЩДжЪСПГЪе§ЯрЙиЙиЯЕЁЃДжЩДЕФжївЊзїгУГ§ЧЃЩьЁЂМгФэЭтЃЌЛЙгаИФЩЦаыЬѕФкВПЯЫЮЌЩьжБЖШМАЩДЬѕНсЙЙЕФзїгУЁЃБЪепЭЈЙ§ЪдбщОЭВЂЬѕЁЂДжЩДЙЄађЙЄвеХфжУЖдГЩЩДжЪСПЕФгАЯьНјааСЫЗжЮіЃЌЬНЬжСЫВЂДжЙЄађЬсИпГЩЩДжЪСПЕФДыЪЉЁЃ
1ВЂЬѕЙЄвеВЮЪ§гХбЁ
ЪдбщдкFA311AаЭВЂЬѕЛњЁЂTJFA458AаЭДжЩДЛњЁЂFA502аЭЯИЩДЛњ(ИФдьаЭ)ЩЯНјааЃЌЗФжЦC27ЃЎ8 texЩДЁЃЦфжадУоЦЗМЖ3ЃЎ2МЖЃЌЦНОљГЄЖШ29mmЃЌЦЗжЪГЄЖШ32ЃЎ82 mmЃЌВЩгУYG135GаЭЬѕИЩОљдШЖШвЧВтЪдАыжЦЦЗжЪСПЁЃ
гЩгкЮЙШЫЭЗВЂЩњЬѕжаЯЫЮЌХХСаЮЩТвЁЂећЦыЖШВюЁЂЧАЭфЙГЖрДя50ЃЅЁЋ55ЃЅЃЌЫљвдЭЗВЂЕФжиЕуЪЧЩьжБЧАЭфЙГКЭМѕЩйУоНсВњЩњЃЛЮЙШыЖўВЂЕФЭЗВЂЬѕзгжаКѓЭфЙГОгЖрЃЌЫљвдЖўВЂгІвдШЅГ§ЯЫЮЌКѓЭфЙГЁЂЬсИпЯЫЮЌЩьжБЦНааЖШКЭЬѕзгЕФдШећЖШЮЊжїЁЃгабаОПШЯЮЊЃЌЮЊСЫНЯКУЕиЩьжБЧАЭфЙГЃЌЭЗВЂКѓЧјЧЃЩьБЖЪ§ВЩгУ2ЃЎ0БЖзѓгвЃЌЧАЧјЧЃЩьБЖЪ§гІЕЭгк3ЃЎ0БЖЃЌЙЪЭЗВЂгІвд6ИљВЂКЯЃЌ6БЖвдЯТЧЃЩьНЯЮЊКЯРэЁЃ
ЮЊСЫЬсИпЯћГ§ЯЫЮЌКѓЭфЙГЕФБШР§ЃЌЖўЕРВЂЬѕЛњгІВЩгУМЏжаЧЃЩьЃЌжїЧЃЩьЧј7БЖЁЋ8БЖЃЌКѓЧЃЩьЧјаЁгк1ЃЎ2БЖЮЊМбЃЌЙЪЖўВЂВЩгУ8ИљВЂКЯЃЌзмЧЃЩьБЖЪ§9БЖзѓгвНЯЮЊКЯРэЁЃ
вЊЪЙЧЃЩьЙ§ГЬЫГРћНјааЃЌБиаыТњзуЧЏПкЮеГжСІДѓгкЧЃЩьСІетвЛЛљБОвЊЧѓЁЃгЩгкЭЗВЂКѓЧјЧЃЩьНЯДѓ(2ЃЎ0БЖзѓгв)ЃЌКѓЧЃЩьЧјЕФЧЃЩьСІНЯаЁЃЌЙЪЭЗВЂКѓЧјТоРжааФОрПЩЦЋаЁеЦЮеЁЃЖўВЂКѓЧјЧЃЩьНЯаЁ(1ЃЎ2БЖвдЯТ)ЃЌКѓЧЃЩьЧјЕФЧЃЩьСІНЯЭЗВЂЮЊДѓЃЌЫљвдЖўВЂКѓЧјТоРжааФОрПЩЦЋДѓеЦЮеЁЃИљОнЯЫЮЌЖЈЯђЕФвЊЧѓЃЌЭЗВЂЧАЧјТоРжааФОргІЦЋДѓПижЦЃЌЖўВЂвђВЩгУМЏжаЧЃЩьЙЄвеЃЌЦфЧАЧјТоРжааФОргІЦЋаЁеЦЮеЃЌетбљгаРћгкКѓЭфЙГЯЫЮЌЕФЩьжБКЭЬѕИЩОљдШЖШЕФЬсИпЁЃ
ЮЊСЫКЯРэХфжУВЂЬѕЙЄвеВЮЪ§ЃЌЮвУЧЖдВЂЬѕТоРжааФОрЁЂКѓЧјЧЃЩьБЖЪ§СНИіВЮЪ§жиаТНјааСЫЩшМЦЃЌВЂгыдЙЄвеНјааСЫЖдБШЃЌЪдбщЗНАИМћБэ1ЃЌАДБэ1ЫљСаЙЄвеЗНАИдкЭЌЛњЬЈЗжБ№ЩЯГЕЃЌВтЪдНсЙћМћБэ2ЁЃ
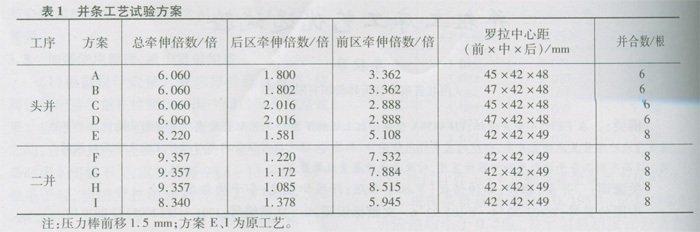
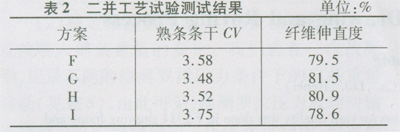
ДгБэ2ПЩвдПДГіЃЌЗНАИGзюКУЃЌЫљвдЮвУЧШЗЖЈЖўВЂбЁгУЗНАИGЗФЩДЁЃ
ЖдЭЗВЂЙЄвеЕФгХбЁАДБэ1ЫљСаЗНАИдкЭЌвЛЛњЬЈЗжБ№ЩЯГЕЃЌВЂОЖўВЂЗНАИGЗФГЩЪьЬѕЁЂЙмЩДНјааВтЪдЃЌВЂгыдЙЄвеНјааЖдБШЃЌВтЪдНсЙћМћБэ3ЁЃ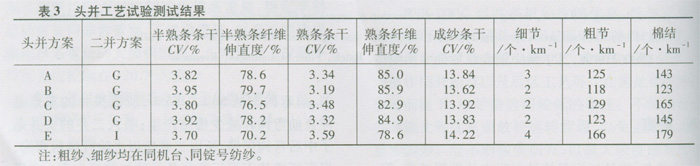
ДгБэ3ПЩвдХаЖЈЃЌЭЗВЂЗНАИBзюКУЃЌЫљвдЮвУЧШЗЖЈЭЗВЂЙЄвеАДЗНАИBЗФЩДЁЃ
2ДжЩДЙЄвеВЮЪ§гХбЁ
ВЂЬѕКѓЯЫЮЌЩьжБЖШзюИпПЩДя87ЃЅЃЌгрЯТЕФвЊППДжЩДЙЄвеШЅНтОіЃЌвдДяЕНЯЫЮЌЩьжБЖШ90ЃЅЁЋ93ЃЅЃЌетбљгаРћгкГЩЩДЬѕИЩОљдШЖШЕФЬсИпЁЃ
габаОПШЯЮЊЃЌДжЩДЧЃЩьЛњЙЙжїЧЃЩьЧјИєОрВЛФмЬЋаЁЃЌвђЮЊЯЫЮЌЮЪЯрЛЅФІВСВњЩњЁАздПиЁБзїгУЁЃШчЗФ29 mmУоЯЫЮЌЃЌЧАЧјжааФОрЮЊ49 mmЃЌЖјдкДжЩДЛњдЄЧЃЩьЧјжаИљБОВЛдЪаэГіЯжгааЇЧЃЩьЃЌдЄЧЃЩьЕФзїгУЪЙУоЬѕжаЕФЯЫЮЌЩьжБЃЌЪЙаыЬѕВњЩњЧсЮЂЕФеХСІЃЌШЛКѓвдЦНаазДЬЌСЌајВЛЖЯЕиЭЈЙ§жїЧЃЩьЧјЁЃ
НЯЮЊЭзЩЦЕФЗНЗЈЪЧНЋдЄЧЃЩьЧјТоРжааФОрОЁСПЕїПэжС76ЃЎ5 mmЁЋ80 mmЃЌВЩгУ1ЃЎ13БЖЁЋ1ЃЎ06БЖЕФЕЭЧЃЩьБЖЪ§ЁЃ
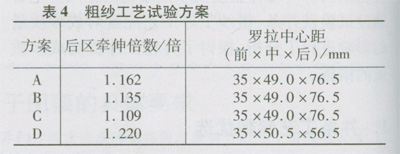
TJFA458AаЭДжЩДЛњЧЃЩьаЮЪНЪЧЫФТоРЫЋЖЬНКШІЧЃЩьЃЌЧАЧјЮЊећРэЧјЃЌжаЧјЮЊжїЧЃЩьЧјЃЌдкЧАЧјТоРжааФОр35 mmЁЂжаЧј49 mmЕФЧщПіЯТЃЌКѓЧјжааФОржЛФмЕїНкЕН76ЃЎ5 mmЁЃЮвУЧЖдВЛЭЌЕФКѓЧјЧЃЩьБЖЪ§НјааСЫЙЄвегХбЁЪдбщЃЌВЂгыдЙЄвеНјааЖдБШЁЃЪдбщЗНАИМћБэ4ЁЃ

ЮвУЧгУВЂЬѕЙЄвегХбЁЪдбщжаШЗЖЈЕФЭЗВЂЗНАИBЁЂЖўВЂЗНАИGЗФГіЕФЪьЬѕАДБэ4ЫљСаВЛЭЌЙЄвеЗНАИЗжБ№ЩЯГЕЗФжЦДжЩДЁЂЙмЩДНјааВтЪдЃЌВЂгыдЙЄвеНјааЖдБШЃЌВтЪдНсЙћМћБэ5ЁЃ
ДгБэ5ПЩвдПДГіЃЌЗНАИBГЩЩДжЪСПзюКУЃЌЫљвдШЗЖЈДжЩДЙЄвеАДЗНАИBЗФЩДЁЃ
3НсЪјгя
(1)гЩгкЮЙШЫЭЗВЂЕФЯЫЮЌХХСаЮЩТвЃЌЧвЧАЭфЙГЯЫЮЌОгЖрЃЌЫљвдЭЗВЂгІвдДІРэЧАЭфЙГЯЫЮЌЮЊжїЁЃЮЊСЫНЯКУЕиЩьжБЧАЭфЙГЃЌЭЗВЂгІХфвдНЯДѓЕФКѓЧјЧЃЩьБЖЪ§(2ЃЎ0БЖзѓгв)ЁЂНЯаЁЕФЧАЧјЧЃЩьБЖЪ§(3ЃЎ0БЖзѓгв)ЃЌЫљвдЭЗВЂгІвд6ИљВЂКЯЃЌ6БЖЛђ6БЖвдЯТзмЧЃЩьНЯЮЊКЯРэЁЃЪЪЕБМгДѓЭЗВЂжїЧЃЩьЧјТоРжааФОрЃЌПЩЬсИпЯЫЮЌЩьжБЖШЁЂМѕЩйЩДДУЁЃ
(2)ЮЙШыЖўВЂЕФУоЬѕжавдКѓЭфЙГЯЫЮЌОгЖрЃЌгІвдДІРэКѓЭфЙГЯЫЮЌЮЊжїЁЃЮЊЬсИпЩьжБКѓЭфЙГЯЫЮЌЕФБШР§ЃЌЖўВЂВЩгУМЏжаЧЃЩьЃЌМДжїЧЃЩьЧј7БЖЁЋ8БЖЁЂКѓЧЃЩьЧј1ЃЎ2БЖвдЯТЁЂзмЧЃЩь9БЖзѓгвЃЌВЂКЯЪ§ЮЊ8ИљЁЃЖўВЂжїЧЃЩьЧјЧЃЩьБЖЪ§ДѓЁЂЧЃЩьСІаЁЃЌТоРжааФОрЦЋаЁеЦЮеЃЌгаРћгкКѓЭфЙГЕФЩьжБКЭЬѕИЩОљдШЖШЕФЬсИпЁЃЖўВЂКѓЧјвђЧЃЩьБЖЪ§аЁЁЂЯЫЮЌСПДѓЁЂЧЃЩьСІДѓЃЌЫљвдТоРжааФОргІЦЋДѓПижЦЁЃ
(3)ДжЩДВЩгУМЏжаЧЃЩьЙЄвеЃЌГЩЩДжЪСПгХгкДЋЭГЙЄвеЁЃМДжїЧЃЩьЧјТоРжааФОрЪЪЕБЦЋДѓЃЌдЄЧЃЩьЧјТоРжааФОрОЁПЩФмЗХДѓЕН76ЃЎ5 mmЁЋ80mmЃЌВЩгУ1ЃЎ15БЖЁЋ1ЃЎ08БЖЕФЕЭКѓЧјЧЃЩьБЖЪ§ЁЃ