
ΫϋΡξά¥Θ§≥§œΗΒ©œΥΈ§‘ΎΖΔ¥οΙζΦ“ΖΔ’Ι―ΗΥΌΘ§ Ι¥ΪΆ≥ΖΡ÷·ΙΛ“Β÷Ίœ÷…ζΜζΘ§≥§œΗΒ©œΥΈ§ΒΡ”≈ΝΦ–‘ΡήΗχ”ηΖΰΉΑΟφΝœ“‘–¬ΒΡΜνΝΠΘ§≥…ΈΣΒ±ΫώΖΡ÷·ΙΛ“Β–¬ΒΡΨ≠ΦΟ‘ω≥ΛΒψ÷°“ΜΓΘΈ“ΙζΜ·œΥΙΛ“ΒΥδ»ΜΖΔ’ΙΫœΩλΘ§ΒΪ‘Ύ–¬ΦΦ θ–¬≤ζΤΖΒΡΩΣΖΔ”Π”Ο…œ”κΖΔ¥οΙζΦ“ΜΙ¥φ‘ΎΫœ¥σ≤νΨύΘ§≥§œΗœΥΈ§ΒΡ…ζ≤ζΩΣΖΔΫœ≥ΌΘ§ΕχΙζΡΎΤσ“Β‘Ύ≥§œΗœΥΈ§≤ζΤΖΚΆΟφΝœΒΡΩΣΖΔ”Π”Ο…œ“≤Η’Η’Τπ≤ΫΘ§’ΐ‘Ύ–Έ≥…“ΜΕ®ΒΡ –≥Γ–η«σΓΘ‘Ύ≥§œΗΒ©œΥΈ§÷÷άύ÷–Θ§≥§œΗΒΡ≤ζΝΩΚΆ –≥Γ–η«σΝΩΥυ’ΦΖίΕνΫœ¥σΓΘœ¬ΟφΫι…ή0Θ°89dtex”κΨΪ αΟόΜλΖΡΒΡ…ζ≤ζΙΛ“’ΓΘ
1 ÷·ΈοΖγΗώ
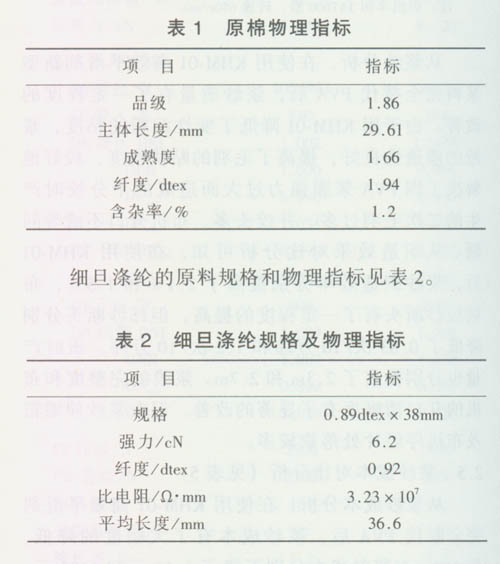
œΗΒ©œΥΈ§œΗΕχ»μΘ§ΗΜ”–Β·–‘Θ§ ÷Η–≈¥Μ§Θ§‘Ύ”κΨΪ αΟόœΥΈ§ΜλΖΡΗΏ÷ß…¥ΒΡ÷·Έο÷–Θ§ΩΥΖΰΝΥ¥ΩΟό≤ζΤΖ“ΉΥθΓΔ“Ή÷εΓΔΕ®–ΈΡ―ΒΡΈ ΧβΘ§“≤ΟΜ”–÷–¥÷©”ΟόΜλΖΡ…¥÷·Έο¥÷”≤Ϋ©ΆΠΒΡ±ΉΕΥΘ§ΥϋΦ»Ρή±μœ÷ΗΏ÷ßΟό÷·ΈοΒΡ«α±Γ»α»μΘ§ΝΙΥ§Τ°“ίΘ§”÷ΨΏ±ΗœΗΒ©œΥΈ§ΒΡ”≈ΝΦΒ·–‘ΚΆ–ϋ¥Ι–‘Θ§ΜΙΩΥΖΰΝΥ¥ΩœΗΒ©÷·Έο“Ή≤ζ…ζΨ≤ΒγΒΡ±ΉΕΥΘ§Ζ¬’φ–ßΙϊΚΟΘ§¥©Ή≈ φΖΰΘ§ «ΗΏΒΒT–τΓΔ≥Ρ“¬ΦΑ≈°ΉΑΒΡάμœκΟφΝœΓΘ
2‘≠Νœ―Γ‘ώ
“‘ΖΡJCΘ·T60Θ·40 11Θ°7tex…¥ΈΣάΐΘ§Τδ‘≠ΟόΈοάμ÷Η±ξΦϊ±μ1ΓΘ
3ΙΛ“’Νς≥Χ(“‘ΜζΤς–ΆΚ≈±μ Ψ)

4ΙΛ“’≤Έ ΐΒΡ―Γ‘ώ
4Θ°1 ΩΣ«εΟό
œΗΒ©œΥΈ§œΗΘ§Ηυ ΐΕύΘ§Ψ≤ΒγΗΏΘ§‘ΎΦ”ΙΛΙΐ≥Χ÷–ΦΪ“Ή≤ζ…ζ¥σΝΩΟόΫαΓΘ“ρ¥ΥΘ§‘ΎΩΣ«εΟόΙΐ≥Χ”ΠΉΔ“βΦθ…ΌΩΣΥ…¥ρΜςΝΠΕ»Θ§ΫΒΒΆ¥ρ ÷ΥΌΕ»Θ§≤…”ΟΓΑ«α¥ρΜςΓΔΕύΩΣΥ…ΓΔΖά’≥ΨμΓ±ΙΛ“’Θ§Ε‘Φθ…ΌœΥΈ§Υπ…ΥΓΔΩΊ÷ΤΟόΫα « °Ζ÷”––ßΒΡΓΘΩΣ«εΟόΒΡ÷ς“ΣΙΛ“’≤Έ ΐΘΚA036(ΘΚ–ΆΚά÷μΩΣΟόΜζ α’κ¥ρ ÷ΥΌΕ»ΈΣ480rΘ·minΘ§A076CΉέΚœ¥ρ ÷ΥΌΕ»ΈΣ900 rΘ·minΘ§ΟόΨμΕ®ΝΩΈΣ385gΘ·mΘ§ΟόΨμ÷ΊΝΩ≤Μ‘»¬ ΩΊ÷Τ‘Ύ1Θ°0ΘΞ“‘ΡΎΓΘ
4Θ°2 αΟό
œΗΒ© αΟόΙΛ“’”Π’ΤΈ’ΓΑ«αΕ®ΝΩΓΔ¬ΐΥΌΕ»Γ±ΒΡ‘≠‘ρΘ§«ΩΜ·Ζ÷ αΦθ…ΌΟόΫαΓΘ”…”ΎœΗΒ©œΥΈ§œΗΘ§‘Ύ αάμ÷–Ψ≠≥ΘΖΔ…ζΉΣ“ΤάßΡ―ΦΑ≤χ»ΤΈΐΝ÷’κ≤ΦΒ»œ÷œσΘ§Ι ―Γ‘ώ¥σΫ«Ε»¥ΧΙθ’κ≤Φ(AT5600ΓΝ05611)ΓΔΒΆ≥ίΗΏΟήΈΐΝ÷’κ≤Φ(AC2515ΓΝ01660)Θ§ΫœΚΟΒΊΫβΨωΝΥΉΣ“ΤΡ―ΓΔΖ÷ α≤ΜΉψΒΡΈ ΧβΘ§ αΟό÷ ΝΩΒΟΒΫΝΥ”––ß±Θ÷ΛΓΘ αΟό÷ς“ΣΙΛ“’≤Έ ΐΦΑ÷ ΝΩ÷Η±ξ»γœ¬ΘΚ¥ΧΙθΥΌΕ»ΈΣ700rΘ·minΘ§ΈΐΝ÷ΥΌΕ»ΈΣ330rΘ·minΘ§ΒάΖρΥΌΕ»ΈΣ19rΘ·minΘ§ΈΐΝ÷“ΜΗ«ΑεΈεΒψΗτΨύΖ÷±πΈΣΘΚ0Θ°25ΓΔ0Θ°20ΓΔ0Θ°20ΓΔ0Θ°20ΓΔ0Θ°25mmΘ§ΈΐΝ÷“ΜΒάΖρΗτΨύΈΣ0Θ°12mmΘ§…ζΧθΟόΫα4ΝΘΘ·gΘ§÷ΊΝΩ≤Μ‘»¬ ΈΣ3Θ°5ΘΞΘ§»χ œΧθΗ…≤Μ‘»¬ ΈΣ14Θ°0ΘΞΘ§…ζΧθ÷ ΝΩ¥οΒΫΫœΗΏΥ°ΤΫΘ§¬ζΉψΝΥΚσΒάΙΛ–ρΒΡ“Σ«σΓΘ
4Θ°3 ≤ΔΧθ
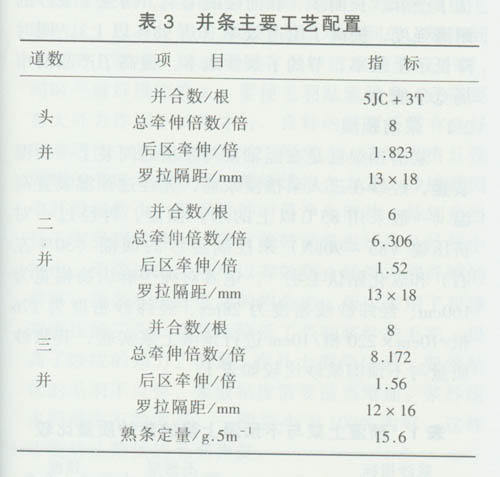
JCΘ·T60Θ·40 11Θ°7tex≤…”Ο»ΐΒάΜλ≤ΔΙΛ“’“‘±Θ÷ΛœΥΈ§ΜλΚΆΒΡΨυ‘»–‘ΓΘ”…”ΎœΗΒ©œΥΈ§Ηυ ΐΕύΘ§œΥΈ§ΦδΡΠ≤ΝΝΠ¥σΘ§‘Ύ«Θ…λ÷–«Θ…λΝΠΫœ¥σΘ§ΈΣ±ήΟβ≤ΔΧθ«Θ…λ≤ΜΩΣΘ§Ε‘≤ΔΧθΙΛ“’≤Έ ΐ≤…”ΟΓΑΫœ¥σ¬όά≠ΗτΨύΓΔ‘ω¥σΚσ«χ«Θ…λΓΔΦθ–ΓΉή«Θ…λ±Ε ΐΓ±ΒΡ‘≠‘ρΘ§“‘ΧαΗΏΧθΗ…Υ°ΤΫΗΡ…ΤœΥΈ§ΤΫ––…λ÷±Ε»ΓΘΨ≠ΙΐΙΛ“’Βς’ϊΘ§ λΧθΧθΗ…cv÷ΒΩ…¥ο2Θ°4ΘΞΓΘ≤ΔΧθ÷ς“ΣΙΛ“’≈δ÷ΟΦϊ±μ3ΓΘ
4Θ°4¥÷…¥
¥÷…¥Μζ«Θ…λΜζΙΙΈΣ≥ΛΕΧΤΛ»Π«Θ…λΜζΙΙΘ§ΈΣ±ήΟβ¥÷…¥≥ωΓΑ”≤ΆΖΓ±Θ§‘Ύ―Γ‘ώ¥÷…¥ΙΛ“’≤Έ ΐ ±≤…”ΟΫœ¥σ¬όά≠ΗτΨύΘ§Κσ«χ«Θ…λΤΪ¥σ’ΤΈ’ΓΘ¥÷…¥÷ς“ΣΙΛ“’≤Έ ΐ≈δ÷Ο”κ÷ ΝΩ÷Η±ξ»γœ¬ΘΚ¬όά≠ΗτΨύΈΣ25ΓΝ34mmΘ§Κσ«χ«Θ…λ1Θ°25±ΕΘ§¥÷…¥Ε®ΝΩΈΣ4Θ°2gΘ·10mΘ§¥÷…¥ΡμœΒ ΐΈΣ68Θ§¥÷…¥ΧθΗ…CV÷ΒΈΣ4Θ°6ΘΞΘ§¥÷…¥ΕœΆΖ¬ ΈΣ1Θ°5ΗυΘ·(100Εß•h)Θ§÷ ΝΩΈ»Ε®Θ§…ζ≤ζΥ≥άϊΓΘ
4Θ°5 œΗ…¥
œΗ…¥ΜζΈΣFA506–ΆYJ-142Β·Μ…“ΓΦήΦ”―Ι«Θ…λΘ§”…”ΎœΗΒ©œΥΈ§‘Ύ”κΗ÷ΥΩ»ΠΒΡΗΏΥΌΡΠ≤Ν÷–“Ή≤ζ…ζΟόΫαΘ§”Π―Γ‘ώΖΡ…¥Ά®Βά¥σΓΔΩΙΤθ–‘ΚΟΒΡΗ÷ΥΩ»ΠΘ§Φθ…ΌΟόΫαΚΆΕœΆΖΘ§ΧαΗΏ≥……¥÷ ΝΩΘ§œΗ…¥”Π±ήΟβ≥ω”≤ΆΖΘ§¬όά≠ΗτΨύΈΣ18ΓΝ35mmΘ§Κσ«χ«Θ…λΈΣ1Θ°25±ΕΘ§ΕßΥΌΈΣ18000rΘ·minΘ§«·ΩΎΗτΨύΈΣ3Θ°0mmΘ§«Α¬όά≠ΥΌΕ»ΈΣ200rΘ·minΘ§œΗ…¥ΡμœΒ ΐΈΣ399 ±Θ§ΟΪ”π…ΌΘ§≥……¥ΙβΜ§Θ§ΧθΗ…cV÷Β¥ο14Θ°5ΘΞΘ§ΟόΫα‘”÷ ΈΣ18ΓΪ24ΝΘΘ·gΘ§ΒΞ…¥«ΩΝΠΈΣ251cNΓΘ
4Θ°6¬γΆ≤
œΗΒ©œΥΈ§œΗΕχ»μΘ§ΡΠ≤ΝΚσΦΪ“Ή–Έ≥…ΟόΫαΘ§”Αœλ≤ΦΟφ÷ ΝΩΓΘ“ρ¥ΥΘ§¬γΆ≤ΙΛ“’≤…”ΟΓΑ–Γ’≈ΝΠΓΔ¬ΐΥΌΕ»Γ±Θ§Φ”3Θ°6g’≈ΝΠΤ§Θ§¬γΆ≤ΥΌΕ»≤…”Ο500mΘ·minΓΘΆ§ ±‘Ύ…η±Η…œ“Σ«σΖΡ…¥Ά®ΒάΙβΫύΘ§ Ι”ΟΫπ τ≤έΆ≤ΚΆΩ’ΤχΡμΫ”ΤςΓΘΒγ«ε≤Έ ΐΕΧ¥÷ΫΎ…η÷ΟΈΣ140ΘΞΓΝ2Θ°0mmΘ§―œΗώΩΊ÷ΤΕΧ¥÷ΫΎΓΔ÷ώΫΎ…¥¥ΟΘ§±Θ÷Λ≤ΦΟφΙβΫύΤΫ’ϊΓΘ
5 Ϋα ”ο
a)”…”ΎœΗΒ©ΖΡ…¥…ζ≤ζΙΐ≥Χ÷–”ωΒΫΚήΕύΈ ΧβΘ§±Ί–κΨ≠Ιΐ≤ΜΕœΒΡΙΛ“’ ‘―ιΚΆΦΦ θΗΡ‘λ≤≈ΡήΫβΨωΓΘ
b)œΗΒ© αΟόΙΛ–ρ «ΙΊΦϋΘ§ αΟό’κ≤ΦΒΡ―Γ‘ώΦΑΙΛ“’≤Έ ΐΒΡ…ηΦΤΕ‘≤ζΤΖ÷ ΝΩ”ΑœλΫœ¥σΘ§ΖΡ÷·≥ß“ΜΕ®“ΣΫβΨωΚΟΟόΫαΈ Χβ±Θ÷Λ≥……¥÷ ΝΩΒΡΧαΗΏΓΘ
c)‘Ύ…ζ≤ζ÷–Θ§“ΣΦ”«ΩΧθΓΔ¥÷ΓΔœΗ»ΐΗωΙΛ–ρΒΡΫΚΙθΫΚ»Π±μΟφ¥Πάμ–Έ ΫΦΑ”≤Ε»ΒΡ―Γ‘ώΚΆΙήάμΘ§Φθ…ΌΓΑ»ΐ»ΤΓ±ΚΆœΗ…¥ΕœΆΖΘ§ΧαΗΏ≤ζΤΖ÷ ΝΩΚΆ…ζ≤ζ–߬ ΓΘ
d)Ε‘≤ΔΧθΓΔ¥÷…¥ΓΔœΗ…¥ΒΡΜΊΜ®Θ§“ΜΕ®“Σ―œΗώΙήάμΚΆΩΊ÷ΤΘ§ΒΞΕάΕ―Ζ≈Θ§Ά§ ±”ΠΦθ…ΌΕœΆΖΘ§ΩΊ÷ΤΜΊΜ®ΝΩΘ§Ϋϊ÷Ι±Ψ÷ß Ι”Ο…œ ωΜΊΜ®ΓΘ