
ҙ«НіөДІўМх»ъИзA272CЎўA272FөИТ»°гТФ¶юСЫОӘТ»ҪЪЈ¬О№ИЛГЮМхУГЖҪМЁЈ¬УЙөјМхВЮАӯКдЛНЈ¬ВЮАӯјУС№ІЙУГөҜ»ЙТЎјЬКҪЎЈөзЖшҝШЦЖПөНіУЙЦчөз»ъM1ҝШЦЖЖӨҙшВЦЈ¬ҝҝөчХыіЭВЦЛЩ¶ИАҙұд»»ВЮАӯЛЩ¶ИЎЈЦчөз»ъөДЖф¶ҜЎўНЈЦ№Ј¬ХэЧӘЎў·ҙЧӘөИөзЖшВЯјӯҝШЦЖУлұЈ»Ө¶ҜЧчҫщУЙјМөзЖчЎўҪУҙҘЖчНкіЙЎЈҝҝИЛ№ӨөчҪЪҙ«¶ҜұИәНПа№ШБгјюЈ¬ТФВъЧгІ»Н¬№жёсМхёЙөДЙъІъ№ӨТХТӘЗуЎЈЙъІъЦРИзИфҫӯіЈёДұд№ӨТХЈ¬ФтТӘЖө·ұөчХыЙхЦБёь»»БгІҝјюЎЈХвСщТ»АҙЈ¬јУҙуБЛ№Өі§өДұёјюН¶ЧКЈ¬јУҙуБЛ№ӨИЛөДАН¶ҜЗҝ¶ИЈ¬Н¬КұТІДСТФұЈЦӨБгІҝјюөчХыөДҫ«¶ИЈ¬ОЮ·ЁВъЧг№ӨТХөД¶аСщРФТӘЗуЎЈБнНвЈ¬өз»ъЖф¶Ҝ¶ФөзНшәНіе»чҙуЈ¬ЧФ¶Ҝ»ҜіМ¶ИөНЈ¬ҝЙҝҝРФј°Бй»оРФІоЎЈОӘҝЛ·юПөНіИұПЭЈ¬МбёЯЙъІъР§ВКәНІъЖ·ЦКБҝЈ¬УРұШТӘ¶ФЖдөзЖшҝШЦЖПөНіҪшРРёДФмЎЈ
2 ёДФм·Ҫ°ё
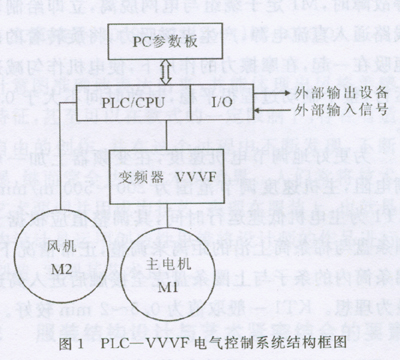
¶ФФӯөзЖшҝШЦЖПөНіҪшРРБЛИзНј1ЛщКҫөДјјКхёДФмЎЈөзЖшёДФмДЪИЭУРЈәұЈБфЦч»ъәН·з»ъЈ¬ІЙУГИХұҫё»Кҝ№«ЛҫЙъІъөДNBO-PR24R3Т»ACРНҝЙұаіМҝШЦЖЖчЈ¬ИХұҫЛЙПВ№«ЛҫЙъІъөДM1X554BSAРНұдЖөЖчЈ¬АыУГPLCҝШЦЖұдЖөөчЛЩЖчЈ¬ұдЖөЖчЗэ¶ҜЦчөз»ъАҙНкіЙЦч»ъ¶ҜЧчҝШЦЖЈ¬КөПЦОЮј¶ёДұдЦч»ъіцМхЛЩ¶ИЎЈ
3 PLCЙијЖ
ТФPLCЧчОӘІўМх»ъЦчҝШЦЖЖчЈ¬ҙҰАнХы»ъөзЖшҝШЦЖПөНіј°№ӨТХБчіМЎЈPLCөДКэЧЦIЈҜOҝЪУлНвІҝЙиұёПа№ШФӘјюөДID¶ФУҰөШЦ·јыұн1ЎЈ

ЖдЦРЈ¬»ЖөЖәН°ЧөЖҫщУРіЈББәНЙБЛёБҪЦЦРЕәЕЦёКҫПЦП󣬹ʲўБӘФЛУГЎЈ
4 Цч»ъөчЛЩ
Цч»ъM1НЁ№эұдЖөЖчНкіЙЖҪ»¬Жр¶ҜЈ¬Жр¶ҜКұјдОӘ5Ў«10 sЈ¬УЙұдЖөЖчРтәЕ21Йи¶ЁЎЈөНЛЩФЛРРЖөВКФјОӘ20 HzЈ¬іцМхЛЩ¶ИФј200 mЈҜminЎЈөНЛЩФЛРРКұјдУЙPLCЦРөДKTlҝШЦЖЈ¬өНЛЩФЛРРҪбКшәуЈ¬Цч»ъM1ҪшИлёЯЛЩЈ¬Оь·зөз»ъM2Жр¶ҜЎЈM1Цчөз»ъІЙУГРВРНөзҙЕЦЖ¶ҜЧ°ЦГЈ¬өұУцөҪ¶ПМхЎўУө»ЁөИ№КХПКұЈ¬M1¶ЁЧУИЖЧйУлөзНшНСАлЈ¬БўјҙёшЦЖ¶ҜПЯВ·НЁИЛЦұБчөзФҙЈ¬ІъЙъөзҙЕОьБҰЈ¬Ҫ«РэЧӘЧЕөДҙЕйоОьФЪТ»ЖрЈ¬ФЪДҰІББҰөДЧчУГПВЈ¬К№өз»ъЧчФИјхЛЩФЛРРЈ¬ХыёцЦЖ¶Ҝ№эіМәЬЖҪОИЈ¬ЦЖ¶ҜКұјдІ»ҙуУЪ0Ј®3SЎЈ
ОӘёьәГөШөчҪЪөз»ъЛЩ¶ИЈ¬ФЪұдЖөЖчЙПјУТ»ҝЙөчөзЧиЈ¬Цч»ъЛЩ¶ИөчҪЪ·¶О§ОӘ200-500 mЈҜminЎЈKT1ОӘЦчөз»ъөНЛЩФЛРРКұјдЈ¬ЖдөчХыЦөУҰёщҫЭЙПИҰМхЕМУлГЮМхНІЙПСШөДҫаАлАҙөчХыЈ¬ХэіЈЗйҝцПВЈ¬ГЮМхНІДЪөДМхЧУУлЙПИҰМхЕМНкИ«ҪУҙҘәуҪшИЛёЯЛЩЧоОӘАнПлЎЈKTlТ»°гИЎЦөОӘ0Ј®5Ў«2 minҪПәГЎЈ
5 PLC--VVVFПөНіУлҙ«НіІўМх»ъұИҪП
5Ј®1 PLCөДҪУПЯЦ»РиҪ«КдИлРЕәЕөДЙиұё(°ҙЕҘЎўҝӘ№Ш)өИУлPLCКдИл¶ЛЧУБ¬ҪУЈ¬Ҫ«ҪУКЬКдіцРЕәЕЦҙРРҝШЦЖИООсөДЦҙРРФӘјю(Ҫ»БчҪУҙҘЖчЎўөзҙЕ·§өИ)УлPLCКдіц¶ЛЧУПаБ¬ҪУЎЈҪУПЯјтөҘЈ¬КЎИҘБЛҙ«НіөДјМөзҝШЦЖПөНіҪУПЯІрПЯөДВй·іЈ¬јхЙЩБЛ№ӨЧчБҝЎЈН¬КұЈ¬УЙУЪPLCұаіМјтөҘЈ¬К№УГ·ҪұгЈ¬К№ЙъІъПЯөДЧФ¶Ҝ»ҜіМ¶ИҙуҙуМбёЯЎЈ
5Ј®2 К№УГұдЖөөчЛЩЖчәуЈ¬КөПЦБЛөз»ъөДОЮј¶өчЛЩЈ¬ҝЙККУГёчЦЦ№жёсМхёЙөДЙъІъ№ӨТХТӘЗуЈ¬ҪЪКЎБЛөзДЬЈ¬јхЙЩБЛ¶ФЙиұёөДіе»чЈ¬ұЈ»ӨБЛөз»ъЎЈ
5Ј®3 К№ұЈИ«№ӨЧчёьОӘјтұгЎЈҙ«НіІўМх»ъИзТӘёДұдВЮАӯЧӘЛЩЈ¬ФтТӘёь»»ЖӨҙшВЦЎЈІЙУГұдЖөөчЛЩәуЈ¬ВЮАӯЧӘЛЩЦ»РиНЁ№эёДұдөз»ъЖөВКАҙНкіЙЈ¬І»РиТӘёь»»ЖӨҙшВЦЈ¬МбёЯБЛЙъІъР§ВКЎЈ