
我公司于2002年初购置了FA425型粗纱机9台,经过近三年的生产实践,对该机的性能有了进一步的认识。FA425型粗纱机采用变频调速技术,取消了传统粗纱机的成形机构、上下锥轮等装置,由主电机和变频电机分别独立传动,微型计算机进行同步控制,基本上实现了恒张力纺纱。现将生产中积累的一些经验与体会介绍如下。
1 纺纱实践
FA425型粗纱机为D型牵伸,集合器移到了整理区,因此主牵伸区的浮游区长度更小,后区为简单的罗拉牵伸,适用重加压、大隔距的牵伸工艺。由于整理区不承担牵伸,整理区的握持距可略大于或等于纤维的品质长度。采用SKF PK-1500型弹簧摇架加压,压力较重而且稳定可靠,前、中、后各有三档压力可供选择,纺制纯棉纱时中档压力即可满足工艺要求。隔距块可根据粗纱定量及弹簧压力,在保证牵伸不出“硬头”的前提下,应偏小掌握。后区牵伸主要是使条子略带张力,使纤维伸直,进入主牵伸区,以利于成纱条干。因此,后区牵伸倍数应偏小掌握,后区隔距偏大掌握。
1.1 配棉
为了合理选择粗纱工艺参数,对影响质量的主要工艺参数罗拉隔距、粗纱定量和捻系数等进行了对比试验。CJ 14.5 tex品种的配棉:平均品级2.5级,主体长度29.95 mm,品质长度32.51mm,马克隆值4.3,短绒率10.42%,成熟度1.6。
1.2 纺纱工艺流程
FA009型抓棉机-FA105A型单轴流开棉机-FA029型多仓混棉机-FA179型喂棉箱-FA116型主除杂机-FA178A型喂棉箱-FA231型梳棉机(带FT024型匀整器)-FA306型并条机-E32型条并卷机-E62型精梳机-FA326型并条机(带自调匀整)-FA425型粗纱机-FA506型细纱机
1.3 纺纱工艺试验及优选
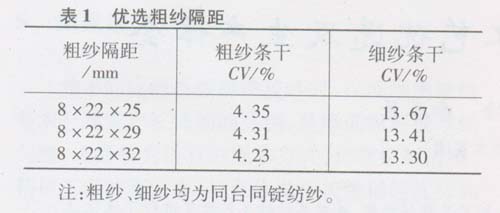
1.3.1 优选粗纱罗拉隔距
粗纱罗拉隔距优选试验见表1。由表1可知,粗纱罗拉隔距为8 mm×22 mm×32 mm时,粗纱条干CV、细纱条干CV水平较好。
1.3.2 优选粗纱定量和粗纱捻系数
为了更好地保证成纱质量,对粗纱定量、粗纱捻系数、细纱隔距和细纱后区牵伸进行了四因素、三水平正交试验,试验水平见表2。经试验,最佳工艺参数配置为:粗纱定量5.4g/10 m,粗纱捻系数121,细纱隔距43 mm×50 mm,细纱后牵伸1.214倍。其上车大面积生产CJ 14.5 tex品种时粗纱条干CV为4.27%,细纱条干CV为13.36%,,细节为5个/km,粗节为27个/km,棉结为28个/km,单纱断裂强力为258.2 cN,强力CV为7.58%,纱疵为32个/10万m。经过生产验证,此工艺条件下所纺粗纱质量稳定,成纱指标达到了乌斯特97公报5%~25%水平。

1.3.3 粗纱纺纱张力试验
FA425型粗纱机通过微型计算机系统控制粗纱张力以达到恒张力纺纱的效果,并采用了前低后高假捻器实现了等导纱角,以减少前后排粗纱的张力差异。车面上有三路CCD张力监测装置,随时自动监测粗纱纺纱段的张力变化情况,并反馈给计算机进行处理,即时调整卷绕及龙筋升降伺服电机速度,使张力始终处于最佳状态。在使用过程中,我们通过测定粗纱伸长率的差异验证了FA425型粗纱机恒张力纺纱的效果。在粗纱机运行正常的情况下,分别在大、中、小纱状态下,头、中、尾、前、后排各取2个粗纱,测试伸长率的变化,其试验结果见表3。从表3可以看出,大小纱及前后排粗纱伸长率差异较小,说明FA425型粗纱机基本上实现了恒张力纺纱,从而使粗纱长片段质量稳定。

2 使用体会
2.1 FA425型粗纱机可实现高速高产
FA425型机采用变频调速技术,取消了传统的传动,采用主电机与变频电机分别传动锭翼、筒管,由计算机实现同步控制,并加强了对锭翼轴承、筒管齿轮的润滑。由于大大简化了机构,使得装备更简单、调整工艺更方便,大大降低了故障和振动所造成的影响质量的因素,从而提高了锭翼转速。另外采用悬挂全封闭式铝合金锭翼,加强了翼壁刚度,并且改进了翼壁流线截面尺寸,提高了内部粗纱导管和外部翼壁的光洁度,从而锭翼的最高速度可达1500 r/min,最高纺纱速度可达1400 r/min。实际生产中,纺CJ 14.5 tex品种,FA425型粗纱机锭速可达1100 r/min,而A456型粗纱机锭速只能达到800 r/min,相比速度提高了38%,速度高则产量高,并且在高速纺纱过程中断头少。我们对正常运转的粗纱机进行了断头测试(锭速1100 r/min),5次平均断头为1根/台•h。可见在较高的锭速下,设备状态稳定,断头率低,运转率较高。
2.2 可实现节棉和大卷装
FA425型粗纱机的粗纱卷装尺寸为D150 mm×400 mm,而传统的粗纱机卷装尺寸为D135mm×320 mm。大卷装的粗纱可减少细纱的换粗纱次数和断头次数,提高了细纱挡车工的看台率。以CJ 14.5 tex品种为例,采用A456型粗纱细纱挡车工值车2.5台,而采用FA425型粗纱机大卷装粗纱,细纱挡车工值车4台,用工明显减少。另外,由于粗纱卷装大、换纱次数少,还可减少粗纱头的浪费,节约用棉。而较精确灵敏的防冒头、冒脚、防塌肩的电子控制系统,几乎可杜绝冒塌事故,减少了原棉浪费。
2.3 工艺调整方便
FA425型粗纱机工艺调整简便、迅速,特别是锭翼速度、轴向卷绕层数、筒管参数等在生产过程中直接在触摸屏上设定,取消了传统的张力变换齿轮及成形角度齿轮、皮带轮等,使纺纱生产中改变品种更为快捷方便,减轻了工人的劳动强度。
3 建议
在使用过程中,我们发现FA425型粗纱机也存在着一些问题,建议厂家进一步改进。
(1)下清洁器拆装不方便,不利于品种变化频繁时隔距的调整。
(2)纺纯棉品种时,短绒在锭翼空心壁内容易积聚,待停车再启动时易被纱条带出附入纱条内造成纱疵。
(3)为了保证车头电器控制柜的清洁和通风,建议在控制柜上安装轴流风机和排风扇。
(4)建议适当增加CCD张力传感器的数量,在安装位置上兼顾车头、车中、车尾,以提供更准确的数据,进一步减少张力波动。
4 结束语
FA425型粗纱机机电一体化程度高,生产效率高,工艺调试操作简单、方便,易于维护,其控制系统能有效地防止开关车细节的产生,确保粗纱质量,是纺制高质量纱线的理想选择。经过生产实际运转,设备运行稳定,故障率低,产量、质量均有明显的提高。