
l 牵伸加压与胶辊钳口握持状态关系
我公司有FA502型、FA507型、FA1506型等细纱机,“A”字头细纱机仍有少部分。不同型号的细纱机其牵伸装置的结构、特点和牵伸能力也不同。根据当前市场对纱线高品质的要求,我们已淘汰了一部分TF18-118型摇架,更新改造成YJ2—142型弹簧摇架,相对于采用V型牵伸(气动摇架)经济上更合算,成本相对合理,技术上也较为成熟。生产实践表明,随着大卷装、大定量粗纱机的不断扩大应用,牵伸加压的合理选配显得极为重要,它对条干CV、纱疵水平影响极为显著。
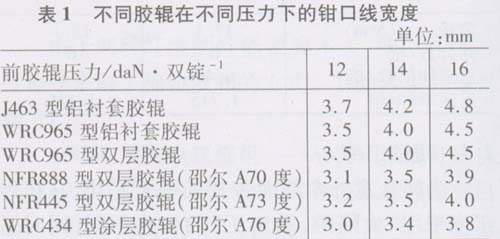
不同硬度胶辊在压力作用下对须条的作用状态不一样。低硬度胶辊弹性好,表面变形大,吸振能力强,与罗拉组成的钳口线相对比较稳定,且钳口线较宽,有利于浮游纤维的控制,减少毛羽,改善成纱条干。我们对不同胶辊在不同压力下的钳口宽度进行了测试,结果见表1。从表1可看出,在相同压力下,软胶辊与前罗拉组成的钳口线比中高硬度胶辊宽,从而提高了对须条的控制能力,对稳定牵伸、提高条干均匀度有利。
2胶辊状态对成纱质量的影响
胶辊对成纱质量的影响很大,在胶辊性能充分保证的前提下,其使用管理必须得到高度重视。如果在纺制同批纱号时,胶辊使用一致性差,不仅造成成纱质量下降,而且会严重影响锭问、台问的成纱均匀性。
2.1胶辊不同硬度
硬度和弹性是胶辊重要的物理性能,对其握持性能有较大影响。硬度与成纱条干呈线性负相关,弹性与成纱条干呈正相关。实践证明,相同硬度的胶辊,冲击弹性越高,纱条受力就越均匀,条干水平就越稳定,细节、粗节越少,锭间差越小。
2.2胶辊不同结构
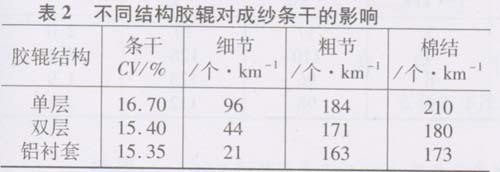
由于目前套制方法所导致的胶辊套差应力作用,从而影响胶辊的硬度和弹性。试验表明,每1mm套差会使胶辊硬度上升邵尔A0.5度~0.8度,套差越大,影响越大,胶辊硬度越低,影响就越大。单层胶辊(2 mm~3 mm套差)、双层胶辊(1mm套差)及铝衬套胶辊因套差造成的性能损失是不同的。在同锭粗纱的条件下,在C 14.5tex半精梳纱品种上,对不同结构胶辊的纺纱质量进行了试验对比,结果见表2。
2.3胶辊不同规格
胶辊的规格包括外径和宽度,不同规格胶辊其对须条的握持控制状态不同。实践表明,胶辊直径大、宽度小,成纱条干较好,反之,则恶化。
2.4胶辊新旧程度
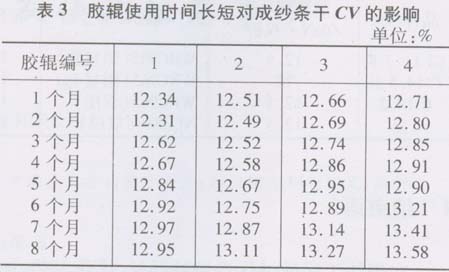
橡胶制品随着贮存时间和使用时间的延长,其物理性能会发生衰变,如硬度上升,弹性下降,耐磨性降低等,从而影响其纺纱效果。我们在cJ14.5 tex针织纱品种上对胶辊长时间纺纱质量进行了跟踪测试,结果见表3。表3结果表明,胶辊使用一段时间后,随着使用时间延长,成纱条干CV值增大。
3 纺纱实践
根据纺纱品种,我们选择了不同型号胶辊在不同压力下进行纺纱生产试验,CJ 11.7 tex针织纱、C 14.5 tex针织纱的成纱质量见表4、表5。
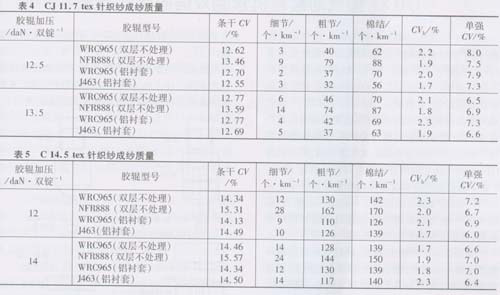
此外,我们还在C 18.2 tex、C 29 tex品种上进行了不同型号胶辊不同压力下的纺纱试验,从纺纱结果可以看出,NFR888型双层不处理胶辊(邵尔A70度)成纱质量水平虽比WRC965型双层不处理胶辊稍低,但也能达到Uster2001公报25%水平,成纱质量稳定,达到喷气织机织造用纱各项质量指标要求,保证了出口产品质量,此外,该胶辊使用成本相对较低。
对于出口纱或高档针织用纱,我们采用了性能较好的J463型和WRC2965型铝衬套胶辊,成纱条干水平、锭间、台问差异基本上在Uster2001公报5%~25%水平,满足用户要求。
根据纺纱试验,对比分析成纱质量及纺纱成本,对于不同品种我们优选出了较为合理的加压工艺和胶辊类型,见表6。

4 结束语
在细纱工序通过优选纺纱器材,优化工艺,加强管理,纱线质量可以得到稳定提高。我公司通过用WRC965型铝衬套胶辊取代Amstrong J463型铝衬套胶辊以及机织纱采用双层胶辊等,并加强工艺的合理配置,纺纱质量得到稳定提高,且纺纱成本有效降低,取得了较好的经济效益。