
1 主要技术特点和技术规格
1.1 主要技术特点
气动V型牵伸装置是将后牵伸区和主牵伸区位于同一平面的传统牵伸改为后罗拉重心提高到主牵伸区平面,且适当前移,使中后下罗拉隔距缩小,后上罗拉沿后下罗拉后移,后上、下罗拉中心连线与主牵伸平面成250或280夹角,导纱喇叭的位置与后上下罗拉的特殊位置相适应,这些特点增加了粗纱与后下罗拉和中上罗拉的接触角,因而后区牵伸倍数得以提高(可达2倍),同时纱条以较高的紧密度呈V形喂入主牵伸区,总牵伸倍数较传统牵伸大,故称这种牵伸为V形牵伸装置,为适应上述特点,采用了摇架气动如压装置。
1.2 技术规格
设备结构见图1:

2 工艺性能及适纺品种
2.1 适纺品种
气动V型牵伸装置是细纱机的一种新型牵伸装置,适用于棉纤维、人造纤维、合成纤维的纯纺及混纺,适纺纤维60mm以下。
2.2 主要技术参数
锭 距:70mm;
牵伸倍数:10~50倍;
牵伸形式:三罗拉、长短皮圈、气动加压摇架、弹性销;
罗拉直径:φ25mm×φ25mm×φ25mm;
罗拉加压:140~220N×l20~200N×l40~220N;
罗拉中心距:前~中为43mm,前~后最大为120mm;
输入空气最大压力:0.15MPa;
空气压力调节范围:0.06~0.12MPa。
架压"
摇加(P
3 主要品种生产质量情况
主要品种生产质量情况见表1

4 弹簧摇架对比试验
4.1 相同粗纱两种牵伸装置的比较
相同粗纱对气动V型牵伸装置与弹簧加压牵伸装置进行锭间差异比较,见表2。
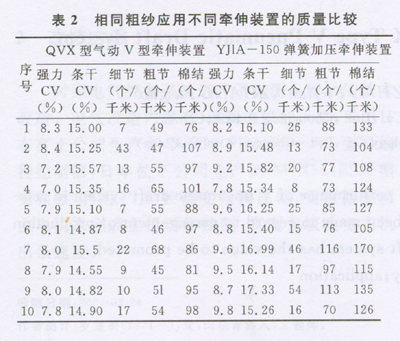
从表2中数据可以看出,气动加压装置棉纱条干CV%极差Rm=1.02%,平均以上平均值与平均以下平均值的差为0.526%;而弹簧加压装置棉纱条干CV%极差Rm=1.73%,平均以上平均值与平均以下平均值的差为1.102%。显然,气动加压装置锭间差异比弹簧加压装置锭间差异小得多。
4.2 针对不同的粗纱捻系数进行对比试验
针对不同的粗纱捻系数应用两种牵伸装置的工艺参数及成纱质量见表3。
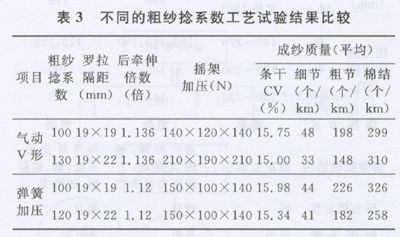
结果表明,气动V型牵伸装置对粗纱捻系数变化的适应性优于弹簧摇架。经分析,主要原因是压力有加大的空间和后区棉条与罗拉接触紧密,纤维不易翻转而离开或半离开棉条。
4.3 用不同的后牵伸倍数进行纺纱试验
用不同的后牵伸倍数进行纺纱试验结果见表4

结果表明,随着后牵伸倍数的增大,气动加压装置条干恶化的现象远不及弹簧摇架严重。
4.4 性能对比
QVX型气动V型牵伸装置较弹簧加压牵伸装置具有结构简单,钳-口牢固可靠,作用于皮辊、上销的压力稳定,轴销加工精度高,不易脱落,便于管理,其性能比较见表5。

5 消耗和用工情况
15000锭两种加压装置的消耗和用工情况见表6。

结束语
从七年来的使用情况看,气动V型牵伸装置适应性强,运行状态稳定,棉纱质量水平显著提高,而维护使用费用降低并可实现无级调压和半释压。与弹簧加压牵伸装置相比,具有明显的优越性和技术先进性。不管是V形牵伸或是平面牵伸,气动加压技术是必然的发展方向,将会在各纺织厂细纱机的改造、更新当中广泛使用。