
精梳涤/棉(40/60)5.83tex(100Ne)×2混纺纱是一种高档纱线,用以制作轻薄型仿丝绸面料,或利用喷气织机织高档衬衫面料,这些面料无论外观光泽、手感,还是穿着舒适性都有着其他面料无法比拟的优越性,成为服装商青睐的热点。我公司经过广泛的市场调查,决定开发生产这种纱线,此品种虽然生产难度较大,但成本较低,属于低成本高附加值产品。投放市场后将会有很好的经济效益。
常见低比例涤/棉混纺比例有50/50、45/55、40/60、35/65。我公司选用40/60,并取得成功,现已批量生产。
原料:仪征产1.35dtex×38mm40%,新疆长绒棉137为20%,新疆棉129为40%。
2制条工艺流程
纤维:A002D型自动抓棉机-A006C型混棉机(配A045型凝棉器)-A036B型开棉机-A092A型给棉机-A076C型成卷机-A186C型梳棉机-FA303型并条机
精梳棉:A002C型自动抓棉机-A006B型混棉机(配A045型凝棉器)-A034型六滚筒开棉机-A036C型豪猪开棉机-A036C型豪猪开棉机-A092A型棉箱给棉机-A076C型成卷机-A186C型梳棉机-A191型条卷机-A201E型精梳机
精梳条+涤条-FA306型并条机(三道)-A456C型粗纱机-A513w型细纱机-全自动络筒机-1381型并纱机-A631型捻线机-1332M型络筒机
3工艺技术措施
3.1开清棉工序
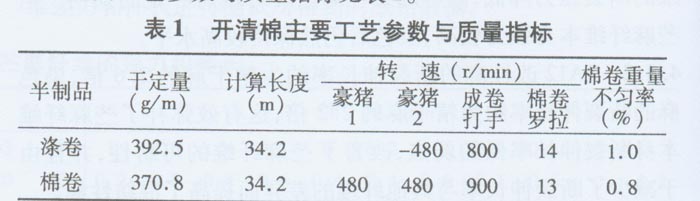
针对新疆长绒棉细度细、长度长、皮辊棉含杂高的特点,在开清棉工序减少打击,缓和打击,采用多梳少打、开梳结合、杂质早落少碎的原则,加强开松梳理,避免纤维的损伤,以保证更好的成纱条干均匀度和强力。所以开清棉工序应少落多松。抓棉打手伸出肋条距离长度为3mm。
主要工艺参数与质量指标见表1。
3.2梳棉工序
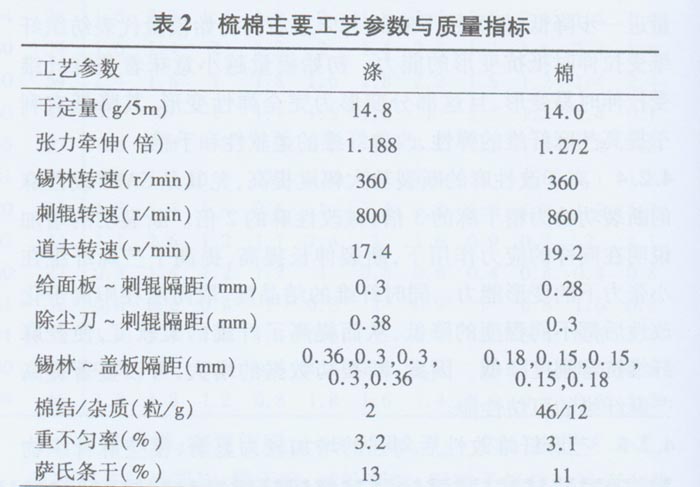
梳棉工序采用“紧隔距、强分梳”的工艺,降低刺辊转速,增大锡林与刺辊的速比,保证纤维顺利转移,同时加大给棉板的工艺长度。主要工艺参数与质量指标见表2。
3.3条卷
采用6根并合,1.7倍牵伸,罗拉隔距偏大掌握为9mm×14mm,干定量15.4g/5m。
3.4 精梳工序
精梳工序采用“短给棉、强分梳、轻定量”。适当增加落棉量,以保证精梳条纤维的伸直度、平行度、分离度,尽可能地去除小卷中的短绒及棉结杂质。主要工艺参数与质量指标如下:干重14.6g/5m,喂棉长度6.86mm,锡林转速145r/min,落棉隔距13.4mm,罗拉隔距12mm×14 mm,梳理隔距32mm,并条根数6根,萨氏条干i2.O%,落棉率21.8%,棉结杂40个/g,毛刷转速1000r/min。
3.5并条工序
3.5.1涤预并采用6根并合,后区牵伸倍数偏大掌握,为1.7,隔距放大为11mm×18mm,干定量为14.2g/5m。
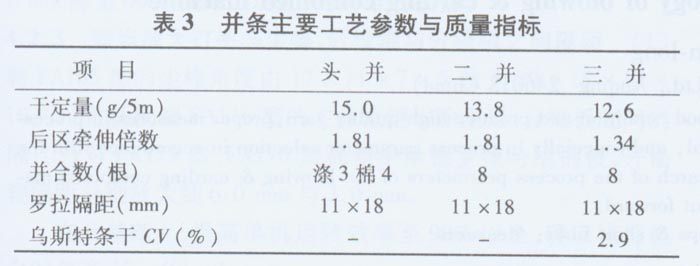
3.5.2并条并条以低速度、轻定量、大隔距为工艺原则,为提高混合效果,采用三道混并,适当提高后区的牵伸倍数,加大胶辊压力,更好地控制牵伸区中纤维的运动,对改善熟条条干、降低棉结的再生有重要作用。主要工艺参数与质量指标见表3。
3.6粗纱工艺
粗纱工序的重点是保证细纱条干均匀,尽量减少成纱细节,因此粗纱捻系数偏大掌握,前皮辊前冲2.5-3mm,以加强对粗纱加捻三角区纤维的控制,使粗纱纱身光洁。为减轻细纱工序的牵伸负担,粗纱宜设计较轻的定量,较轻的定量易造成意外牵伸,影响成纱条干及重不匀,所以粗纱捻系数应放大10%-200%。主要工艺参数与质量指标为:干定量2.68g/10m.捻系数76,乌斯特条干CV4.6%,罗拉隔距27.5mm×38mm。
3.7细纱工序
细纱工序主要以降低成纱乌斯特条干CV(%)、细节、粗节为重点,采用合理的后区牵伸倍数、纤维浮游区长度、钳口隔距、罗拉加压,并使用软弹性皮辊和纺纱集合器,保证成纱条干优良。为使纱线抗起毛起球性能好,应尽量减少成纱毛羽。为此,在细纱工序采用了大捻度,加强对浮游纤维的控制。保证钢领、钢丝圈状态完好。同时采用大隔距、小后区牵伸工艺,有利于提高成纱条干CV,减少粗节,降低细纱断头。
细纱主要工艺参数:罗拉隔距19mm×32mm,后牵伸倍数1.19倍,前罗拉转速150r/min,钳口隔距20mm,捻系数359,钢领型号PG1/2-3854,钢丝圈型号OSS16/0。
细纱质量指标:乌斯特条干CV为17.1%,千米细节142个,千米粗节229个,千米棉结106个,断裂强度19.9cN/tex,单强CV11.0%,黑板棉结43粒/g,棉杂14粒/g,3mm毛羽指数6.79个/m,毛羽指数CV22.31%。