
Έ–ΝςΖΡ…¥ΦΦ θ «»’±Ψ¥εΧοΙΪΥΨΒΡΉ®άϊΦΦ θΘ§”κ“‘ΆυΒΡ≈γΤχΖΡ…¥ΦΦ θΒΡ≤ΜΆ§÷°¥Π‘Ύ”Ύ…¥œΏΫαΙΙΫ”Ϋϋ”κΜΖΕßΖΡœύΥΤΒΡ’φΡμΘ§Εχ«“Ω…“‘Φ”ΙΛ¥ΩΟό…¥Θ§ΖΡ…¥«ΩΝΠ”κΆ§÷ßΜΖΕß…¥œύΫ”ΫϋΓΘ”ΑœλΈ–ΝςΖΡ¥ΩΟό…¥–‘÷ ΒΡ“ρΥΊ”––μΕύΖΫΟφΘ§ΒΪΈ–ΝςΖΡΒΡ δ≥ωΥΌΕ»ΓΔ≈γΉλ―ΙΝΠΦΑΖΡ…¥÷ß ΐΒ»»ΐ“ρΥΊΕΦΕ‘Έ–Νς…¥ΒΡ–‘÷ ”–œ‘÷χ”ΑœλΘ§Έ–Νς…¥ΒΡ–‘÷ ”–ΘΚΧθΗ…≤ΜΨυ¬ ΓΔ…¥¥ΟΓΔΟΪ”πΦΑΒΞ…¥«ΩΝΠΒ»ΓΘΦΌ»γ“ΐ≥ωΥΌΕ»‘ωΦ”Θ§…¥œΏΒΡΟΪ”π‘ωΦ”ΓΔΟόΫαΦθ…ΌΓΘΒ±≈γΉλ―ΙΝΠ‘ωΦ”Θ§…¥ΒΡ≤Μ‘»¬ ΓΔ¥÷ΫΎΓΔΟόΫαΓΔ«ΩΝΠΕΦœύ”Π‘ωΦ”Θ§ΒΪΈ–ΝςΖΡ…¥œΏΒΡΟΪ”πΜαœύ”ΠΦθ…ΌΘ§“ΜΑψ«ιΩωœ¬¥÷÷ßΈ–Νς…¥ΒΡΈοάμ–‘ΡήΟΪ”πΦΑ«ΩΝΠ±»œΗ÷ß…¥ΚΟΓΘ
ΙΊΦϋ¥ ΘΚΈ–ΝςΖΡΓΔΟΪ”πΓΔΧθΗ…Ψυ‘»Ε»ΓΔΟόΫαΓΔΒΞ…¥«ΩΝΠΓΔ“ΐ≥ωΥΌΕ»ΓΔ≈γΉλ―ΙΝΠΓΘ
“ΜΓΔΈ–ΝςΖΡ…¥Θ®MVSΘ© «“Μœν±»Ϋœ”–ΖΔ’Ι«ΑΆΨΒΡ–¬–ΆΖΡ…¥ΦΦ θΘΚ
¥εΧοΙΪΥΨ…ζ≤ζΒΡΈ–ΝςΖΡΖΡ…¥ΜζΘ§Ω…“‘Φ”ΙΛ¥ΩΟό…¥Θ§ΫΪΈΙ»κΟόΧθά≠œΗ≤ΔΦ”ΡμΖΡ≥…Έ–Νς…¥ΓΘΒ±œΥΈ§¥”«Α¬όά≠“ΐ≥ωΚσΘ§ΝΔΦ¥±ΜΈϋ»κ≈γΉλ…œΒΡ¬ί–ΐΙή÷–Θ§Ϋ”Ή≈œΥΈ§œύΜΞΦδΩΩΫτ≤Δ Ι χœΥΈ§œρ«Α‘ΥΕ·ΒΫ¥”¬ί–ΐ≈γΉλΆΜ≥ωΒΡ’κΦβ¥ΠΘ§¥Υ ±œΥΈ§ ήΤχΝςΉς”ΟΕχΦ”ΡμΘ§Φ”Ρμ‘ΥΕ·œρ…œά©’ΙΓΘ¥”¬ί–ΐ≈γΉλΆΜ≥ωΒΡ’κΉ¥ΈοΉη÷ΙΡμΕ»œρ…œά©’ΙΘ§“ρ¥ΥΘ§…œ≤Ω’κΦβ”κ«Α¬όά≠«·ΩΎ÷°ΦδΒΡ“Μ–©œΥΈ§±ΜΖ÷άκΘ§ΒΪ’β–©œΥΈ§‘ΎΨ≠ΙΐΈϋΉλΚσΘ§»‘»Μ±Θ≥÷Υ……ΔΉ¥Θ§…œ≤ΩΒΡœΥΈ§‘Ύ–ΐΉΣΤχΝςΝΠΒΡΉς”Οœ¬ΩΣ Φ≈ρ’ΆΘ§≤ΔΨ≠ΙΐΙΧΕ®ΒΡΩ’–ΡΕßΉ”Θ§Έ–ΝςΈß»ΤΉ≈œΥΈ§ χ–ΨΘ§≤Δ ΙœΥΈ§ χ≥…ΙΠΒΡ–Έ≥…MVS…¥Θ§‘Ύ ήΒΫΦλ―ι≤Δ»Ξ≥ΐ¥ΟΒψΚσΦ¥Ψμ»Τ≥…Ά≤Ή”…¥ΓΘ
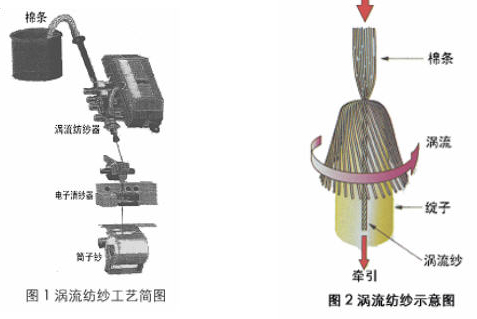
Έ–Νς…¥ «”…ΤΫ––œΥΈ§Ήι≥…ΒΡ…¥–ΨΘ§≤Δ”…–μΕύΑϋ≤χœΥΈ§≤χ»Τ‘Ύ“ΜΤπ–Έ≥…ΓΘΖ÷Έω…¥œΏΒΡΫαΙΙΘ§Έ–Νς…¥”κ“ΜΑψ≈γΤχ…¥ °Ζ÷≤ΜΆ§Θ§Αϋ≤χœΥΈ§’ΦΒΡ±»άΐΫœΕύΘ§Αϋ≤χœΥΈ§ΦΑΤΫ––…¥œΥΈ§ΝΫ≤ΩΖ÷Ήι≥…ΒΡ…¥œΏΫαΙΙΘ§Έ–ΝςΖΡ¥” χœΥΈ§ΆβΉΣΖ÷άκ≥ω–Έ≥…ΒΡ ΐΝΩ¥σΒΡΑϋ≤χœΥΈ§Θ§±»≈γΤχΖΡΒΡΆβΉΣΑϋ≤χœΥΈ§ΒΡ ΐΝΩΕύΒΡΕύΓΘ
Ε‘≈γΤχΖΡ”κΈ–ΝςΖΡ–‘÷ «χ±πΒΡ―–ΨΩΘ§”Π”Ο≤ΜΆ§ΒΡ±»άΐΒΡΒ”Οό…¥Θ§ΖΔœ÷Έ–Νς…¥ΒΡΧθΗ…±»≈γΤχ…¥ΚΟΒΡΕύΘ§œύ±»÷°œ¬¥÷ΫΎ¥ΟΒψ…ΌΘ§ΟΪ”π…ΌΓΘ100%Έ–ΝςΖΡΜΙΨΏ”–±»≈γΤχΖΡ”–ΫœΗΏΒΡ«ΩΝΠΦΑΦΪΒΆΒΡ…λ¬ ΓΘ
Έ–Νς…¥ΒΡΜυ±Ψ–‘÷ ”κ“ΐ≥ωΥΌΕ»ΓΔ≈γΉλ―ΙΝΠΦΑΖΡ…¥÷ß ΐΒ»”–ΙΊΘ§œ÷Ε‘MVS851Έ–ΝςΖΡ…¥Μζ…ζ≤ζΈ–Νς…¥Ϋχ––“Μ–©Ε‘±» ‘―ιΦΑΧ÷¬έΓΘ
ΕΰΓΔ ‘―ιΘΚ
ΈΣΝΥΥΒΟςΈ–ΝςΖΡΒΡ≈γΉλ―ΙΝΠΓΔ“ΐ≥ωΥΌΕ»ΦΑΖΡ…¥÷ß ΐΕ‘Έ–Νς…¥–‘÷ ΒΡ”ΑœλΘ§ΙζΆβ“Μ―–ΨΩΜζΙΙ―Γ”ΟΝΥ27÷÷≤ΜΆ§άύ–ΆΒΡΟόœΥΈ§Τ’ α…¥―υΘ§ΕΦ «”…MVS851Έ–ΝςΖΡ…ζ≤ζΒΡΘΚ
‘―ι‘≠ΟόΨΏ”–»γœ¬–‘÷
¬μΩΥ¬Γ÷ΒΤχΝςΕΝ ΐ÷Β4.45Θ§ΖΡ…¥≥ΛΕ»29.89ΚΝΟΉΘ§≥ΛΕ»≤Μ‘»¬ 2.5%Θ§ΕœΝ―«ΩΝΠ28.81ΩΥ/texΘ§”“Ακ≤ΩΤΫΨυ≥ΛΕ»28.37Θ§≥ΛΕ»≤Μ‘»¬ 46.6%Θ§≤Μ‘»¬ ÷Η ΐ826ΕœΝ―…λ≥Λ¬ 5.2%ΓΘ
Ε‘”Ύ–‘ΡήΝΦΚΟΒΡMVS851ΒΡΖΡ…¥–߬ ΦΑΖΡ÷ ΝΩ…¥Θ§“ΣœκΕΦ¥οΒΫάμœκΥ°ΤΫΘ§”»Τδ“ΣΉΔ“βΙ©”ΠΒΡΟόΧθΉΦ±ΗΓΘ”Π”Ο»ΐΒά≤ΔΧθΜζΦ”ΙΛ λΧθΈΙ»κΈ–ΝςΖΡ…¥ΜζΘ§÷ς“ΣΈΣΝΥΗΡ…ΤœΥΈ§ΒΡ≈≈Ν–ΦΑΈΙ»κΟόΧθΒΡΨυ‘»Ε»Θ§ ‘―ι”ΟRSB 851ΕΰΒάΦΑ“ΜΒάRSB D-35Θ§‘ΎΨ≠Ιΐ»ΐΒά≤ΔΧθΚσΘ§ λΧθΒΡœΏ–‘ΟήΕ»ΈΣ2.48ktexΘ§ ‘―ιΖΫΑΗΫαΙϊ»γœ¬ΘΚ
±μ1 ‘―ι±ύΉι
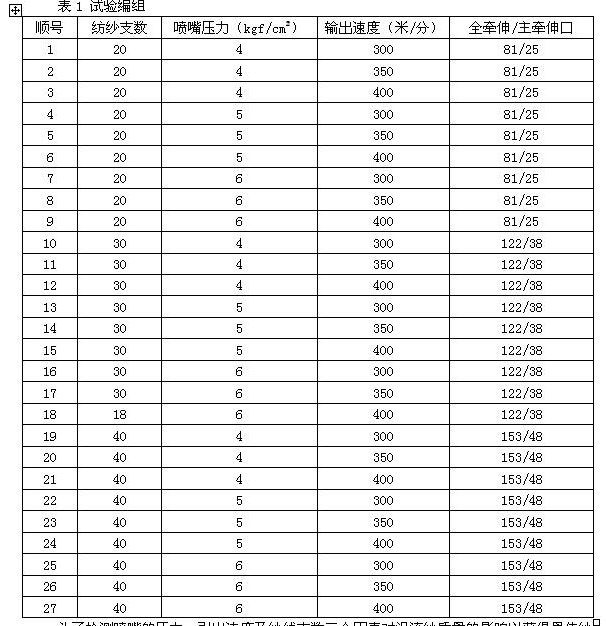
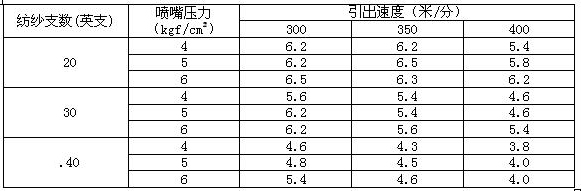
ΈΣΝΥΦλ≤β≈γΉλΒΡ―ΙΝΠΘ§“ΐ≥ωΥΌΕ»ΦΑ…¥œΏ÷ß ΐ»ΐΗω“ρΥΊΕ‘Έ–Νς…¥÷ ΝΩΒΡ”Αœλ“‘ΜώΒΟΉνΦ―…¥œΏΧΊ–‘Θ§Ι≤…η”–»ΐ÷÷≈γΉλ―ΙΝΠΘ§Ζ÷±π «4ΓΔ5ΓΔ6kgf/cm2Θ§»ΐ÷÷ δ≥ωΥΌΕ»Θ§300ΓΔ350ΓΔ400ΟΉ/Ζ÷Θ§ΦΑ―ûûΐ÷÷≤ΜΆ§ΒΡ…¥÷ß20SΓΔ30SΦΑ40SΘ§Υυ”–ΒΡ…¥‘Ύ»γœ¬ΧθΦΰœ¬…ζ≤ζΘ§70Γψ≈γΤχΖΔ…δΫ«ΓΔ2P130dL7-9.3–Ά’κΩΉΓΔ1.2ΚΝΟΉΕßΉ”ΡΎ÷±ΨΕΓΔ36-36-49ΚΝΟΉ…œ¬όά≠ΗτΨύΦΑ36-36-44.5œ¬¬όά≠ΗτΨύΈ–ΝςΖΡ…¥ΜζΈΣMVS851–ΆΓΘ
ΫΪ…œ ω»ΓΒΡ…¥―υΫχ––Ε‘±»Θ§÷ς“ΣΕ‘±»…¥œΏ≤Μ‘»¬ ΓΔ…¥¥ΟΓΔΟΪ”πΓΔ«ΩΝΠΓΔ…λ≥Λ¬ ΦΑΕœΝ―ΙΠ÷ΒΘ§…¥œΏ‘ΎUster Tester4 SXΦΑ‘ΎTensorapid ‘―ιΕœΝ―«ΩΝΠΦΑΕœΝ―…λ¬ ΦΑB-WorkΘ§…¥œΏΟΪ”π ‘―ι «”Π”ΟZweigle G565ΟΪ”π ‘―ι“«Θ§ΫΪ ‘―ιΫαΙϊΫχ––Ζ÷ΈωΤδ≤ΜΆ§÷°¥ΠΘ§”Π”Ο»ΐ÷÷ΖΫΖ®Ζ¥Η¥ ‘―ιΖ÷Έω±δΜ·«ιΩωΓΘ
»ΐΓΔ ‘―ιΫαΙϊΦΑΧ÷¬έΘΚ
1ΓΔ…¥œΏ≤Μ‘»¬ ΦΑ…¥¥ΟΧΊ–‘ΘΚ
±μ2Υυ ΨΈΣΈ–Νς…¥œΏ“‘≤ΜΆ§ΒΡ≈γΉλ―ΙΝΠΘ§≤ΜΆ§ δ≥ωΥΌΕ»Θ§…ζ≤ζ≤ΜΆ§ΒΡ…¥÷ßΒΡ≤Μ‘»¬ ΦΑ…¥¥ΟΒΡ ‘―ιΫαΙϊΘ§±μΟς…¥œΏΒΡ“ΐ≥ωΥΌΕ»ΦΑ…¥÷ßΕ‘…¥œΏ≤Μ‘»¬ ΦΑ…¥¥Ο”Αœλœ‘÷χΓΘ
±μ2 Έ–ΝςΖΡΓΔ≈γΉλ―ΙΝΠΓΔ“ΐ≥ωΥΌΕ»ΦΑΖΡ…¥÷ß ΐΕ‘…¥œΏ≤Μ‘»¬ ΓΔ…¥¥Ο–‘÷ ΒΡ”ΑœλΕ‘±»Ζ÷Έω±μΘΚ
±μ2
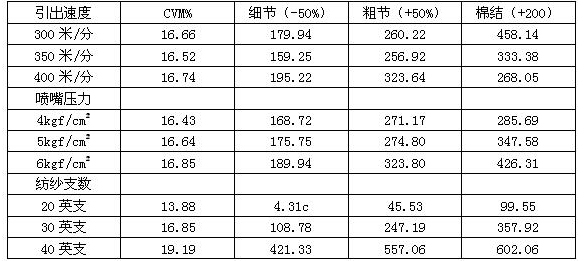
±μ3 …¥œΏ≤Μ‘»¬ Ε‘±»(≈γΉλ―ΙΝΠ4ΓΔ5ΦΑ6kgf/cm2Θ§“ΐ≥ωΥΌΕ»300ΓΔ350ΦΑ400ΟΉ/Ζ÷)
±μ3Υυ ΨΘ§≤ΜΆ§≈γΉλ―ΙΝΠ4ΓΔ5ΓΔ6 kgf/cm2ΦΑ≤ΜΆ§ΒΡ“ΐ≥ωΥΌΕ»300ΓΔ350ΓΔ400ΟΉ/Ζ÷Θ§≤ΜΆ§ΖΡ…¥÷ß ΐ20”Δ÷ßΓΔ30”Δ÷ßΦΑ40”Δ÷ßΒΡΧθΗ…≤Μ‘»¬ ΒΡΕ‘±»Θ§¥”±μ2÷–Ω…Ω¥≥ω…¥œΏΧθΗ…ΦΑ¥÷ΫΎΒΡ±δΜ·«ιΩωΘ§Ω…“‘Ω¥≥ω‘ΎΫœΗΏΒΡ“ΐ≥ωΥΌΕ» ±Θ§≈γΤχΝςΒΡ–ß¬ Φθ…ΌΘ§Εχ«“ΟόΫα‘Ύ“ΐ≥ωΥΌΕ»‘ωΦ” ±œύ”ΠΦθ…ΌΘ§”–»ΐΗωΉνΦ―Βψ‘Ύ“ΐ≥ωΥΌΕ»300ΓΔ400ΟΉ/Ζ÷÷°Φδ…¥œΏΧθΗ…ΦΑ…¥¥Ο”≈”ΎΤδΥϋΓΘ
œΗ÷ß…¥Ά≥ΦΤ÷Β±»¥÷÷ß…¥ΨΏ”–ΫœΗΏΒΡΧθΗ…≤Μ‘»¬ ΦΑΫœΕύΒΡœΗΫΎΓΔ¥÷ΫΎΦΑΟόΫαΘ§Φϊ±μ2
Ψ≠Ε‘≈γΉλ―ΙΝΠΒΡΖ÷ΈωΘ§≈γΉλ―ΙΝΠΕ‘”ΎΈ–Νς…¥ΒΡœΗΫΎΓΔ¥÷ΫΎΦΑΟόΫαΒΡ”Αœλ≤Δ≤ΜΟςœ‘Θ§Έ–Νς…≥ΒΡ≤Μ‘»¬ ΓΔΟόΫαΓΔ¥÷ΓΔœΗΫΎ÷ΒΘ§‘ΎΒΆ≈γΤχ―ΙΝΠœ¬Θ§±»ΗΏΤχ―Ι ±ΚΟΘ§≈γΉλ―ΙΝΠ¥”5÷Ν6kfg/cm2‘ωΦ” ±Θ§œ‘÷χ”ΑœλΈ–Νς…¥ΒΡ¥÷ΫΎ÷ΒΘ§Εχ«“≈γΉλ―ΙΝΠ‘Ύ4-5kgf/cm2―ΙΝΠΒΡ‘ωΦ”95%≤Μ≤ζ…ζ»ΈΚΈ”ΑœλΘ§ΫœΗΏΒΡ≈γΉλ―ΙΝΠΩ…“‘‘ωΦ”œΥΈ§ΒΡΥπ ßΝΩΘ§¥”Εχ‘ωΦ”ΝΥΈ–Νς…¥ΒΡ≤Μ‘»¬ ΓΘ
2ΓΔ…¥œΏΟΪ”π–‘÷ ΘΚ
ΫΪMVSΈ–Νς…¥‘ΎΈΎΥΙΧΊ ‘―ι“«4SXΦΑZweigle G566ΟΪ”π≤β ‘“«…œ ‘―ιΘ§≤β ‘≥ωΟΪ”π÷ΒΘ§1ΚΝΟΉΓΔ2ΚΝΟΉΦΑS3¥ζ±μ»Ϊ≤ΩΟΪ”π ΐ÷ΒΘ§¥”3ΚΝΟΉ…œ…ΐΒΫ25ΚΝΟΉΘ§¥”…¥ΒΡ±μΟφΦΑΈΎΥΙΧΊΟΪ”π÷Η ΐΘ®±μ4Θ©ΈΣ…¥œΏΟΪ”πΒΡ≤β ‘ΫαΙϊΘ§Ζ÷±π“‘ΈΎΥΙΧΊΟΪ”π÷Η ΐΦΑS3±μ ΨΘ§Α¥’’ ‘―ιΫαΙϊΘ§“ΐ≥ωΥΌΕ»ΓΔ≈γΉλ―ΙΝΠΦΑ…¥œΏ÷ß ΐΕΦœ‘÷χΒΡΕ‘Έ–Νς…¥ΒΡΟΪ”π”–œ‘÷χ”ΑœλΘ§±μ5Υυ ΨΘ§Β±“ΐ≥ωΥΌΕ»‘ωΦ”Θ§ΟΪ”π÷ΒΘ®S3-ZweigleΘ©œύ”Π‘ωΦ”Θ§±μ4Υυ ΨΘ§…¥œΏΒΡΟΪ”π÷Η ΐΘ®ΈΎΥΙΧΊΘ©‘Ύ≤ΜΆ§ΒΡ≈γΤχ―ΙΝΠΦΑ≤ΜΆ§ΒΡ“ΐ≥ωΥΌΕ»ΧθΦΰΒΡΕ‘±»ΓΘ
±μ4

±μ5 ≤ΜΆ§…¥÷ß…¥œΏΟΪ”π(S3-Zweigle)‘Ύ≤ΜΆ§≈γΉλ―ΙΝΠ4ΓΔ5ΦΑ6 kgf/cm2Θ§“‘300ΓΔ350ΦΑ400ΟΉ/Ζ÷“ΐ≥ωΥΌΕ»ΧθΒΡΕ‘±»

±μ6 “ΐ≥ωΥΌΕ»ΓΔ≈γΉλ―ΙΝΠΦΑ…¥œΏ÷ß ΐΕ‘Έ–Νς…¥ΟΪ”π–‘÷ ΒΡ”ΑœλΘ®≈γΉλ―ΙΝΠ4ΓΔ5ΦΑ6 kg/cm2Θ§“ΐ≥ωΥΌΕ»300ΓΔ350ΦΑ400ΟΉ/Ζ÷Θ©

ΟΪ”π÷ΒΗΏ Ι…¥ΒΡ±μΟφΡΠ≤ΝΝΠ‘ωΦ”Θ§Φθ…Ό≈γΤχΤχΝς–߬ Θ§¥”ΕχΦθ…ΌœΥΈ§‘ΎΆ®ΙΐΩ’–ΡΕßΉ” ±ΒΡ–ΐΉΣΓΘ
œύΖ¥Θ§‘Ύ δ≥ωΥΌΕ»Ής”Οœ¬Θ§…¥œΏΒΡΟΪ”π“ρ≈γΉλΒΡ―ΙΝΠ‘ωΦ”ΕχΦθ…ΌΘ§‘ΎΗΏ―Ι≈γΉλ―ΙΝΠœ¬Θ§ΟΪ”πœύ”ΠΦθ…ΌΘ§’βΩ…»œΈΣ «≈γΉλΤχΝς―ΙΝΠ‘ωΦ”≈γΉλΤχΝςΒΡ¬ί–ΐΝΠ“ρ―ΙΝΠ‘ωΦ” ήΒΫ”ΑœλΘ§ΟΪ”π÷Β…œ…ΐ–Έ≥…ΫœΚΟΒΡΑϋ≤χ–ßΙϊΓΘ
Α¥’’ΖΡ…¥÷ß ΐΘ§ΟΪ”π÷ΒΓΔ2ΚΝΟΉΦΑS3‘ΎΖΡœΗ÷ß…¥ ±‘ωΦ”Θ§ΒΪ‘ΎΈΎΥΙΧΊΟΪ”π1ΚΝΟΉΦΕ ±≤Δ≤ΜΟςœ‘ΓΘ
3ΓΔ…¥œΏΒΡ«ΩΝΠ–‘÷ ΘΚ
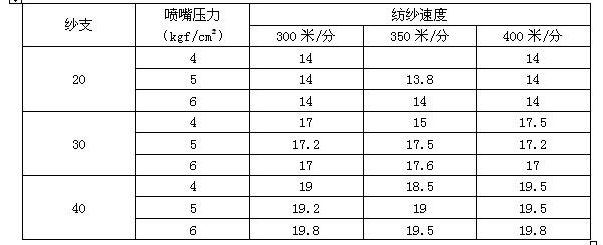
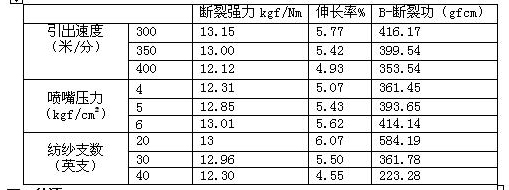
±μ7ΓΔ±μ8Υυ ΨΈΣΈ–Νς…¥ΒΡ«ΩΕ»ΦΑ…λ¬ ±δΜ·Θ§≤ΜΆ§ΒΡ…¥÷ßΦΑ≈γΉλ―ΙΝΠ4ΓΔ5ΦΑ6 kg/cm2Θ§“ΐ≥ωΥΌΕ»300ΓΔ350ΦΑ400ΟΉ/Ζ÷Θ§ΕœΝ―«ΩΝΠΦΑ…λ≥Λ¬ B-ΕœΝ―ΙΠœ‘÷χΒΡ ήΒΫ“ΐ≥ωΥΌΕ»ΓΔ≈γΉλ―ΙΝΠΦΑ…¥œΏ÷ß ΐ±δΜ·ΒΡ”ΑœλΘ§Υυ”–ΒΡ«ΩΝΠ ΐ÷Β“ρ“ΐ≥ωΥΌΕ»‘ωΦ”ΕχΦθ…ΌΘ§ΒΪ≈γΉλ―ΙΝΠ‘ωΦ”Μα Ι«ΩΝΠΦΑ…λ¬ ÷Β‘ωΦ”Θ®±μ8Θ©”–ΫœΗΏΒΡ«ΩΝΠ÷ΒΓΘ
±μ7Θ§≈γΉλ―ΙΝΠ÷Β4ΓΔ5ΦΑ6 kgf/cm2Θ§“ΐ≥ωΥΌΕ»300ΓΔ350ΦΑ400ΟΉ/Ζ÷ΒΡΈ–Νς…¥20ΓΔ30ΦΑ40”Δ÷ß…¥ΒΡ«ΩΕ»±»Ϋœ

±μ8 Έ–Νς…¥ΒΡΕœΝ―…λ≥Λ¬ ±»Ϋœ
20”Δ÷ßΓΔ30”Δ÷ßΦΑ40”Δ÷ßΘ§≈γΉλ―ΙΝΠ4ΓΔ5ΦΑ6 kgf/cm2Θ§“ΐ≥ωΥΌΕ»300ΓΔ350ΦΑ400ΟΉ/Ζ÷
Υυ”– ‘―ι÷Β±μΟςΘ§“ρ“ΐ≥ωΥΌΕ»‘ωΦ”ΕχΕœΝ―…λ≥Λ÷ΒΦθ…ΌΘ§ΒΪΒ±≈γΉλ―ΙΝΠ‘ωΦ”Θ®±μ9Θ©Θ§≈γΉλ―ΙΝΠ6 kg/cm2±»4ΓΔ5 kgf/cm2―ΙΝΠΈ–Νς…¥ΒΡ«ΩΝΠ‘ωΦ”Θ§¥Υ ±Έ–Νς…¥Αϋ≤χΒΡΚΟΘ§ΑϋΒΡΫτΘ§Εχ«“Αϋ≤χΒΡ≥ΛΓΘ
Α¥’’Ζ¥Η¥ ‘―ιΫαΙϊΘ§ΖΡ…¥÷ß ΐ“≤Κήœ‘÷χΒΡ”ΑœλΈ–Νς…¥ΒΡ«ΩΝΠΦΑ…λ¬ ΦΑΕœΝ―ΙΠΘ§’β–©Έ–Νς…¥ΒΡ–‘÷ “ρ…¥÷ß±δœΗΕχΫΒΒΆΘ§ΒΪΈ–Νς…¥ΒΡ«ΩΝΠΓΔ…λ¬ Μυ±Ψ≤Μ ή≈γΉλ―ΙΝΠΦΑ…¥÷ßΒΡΗ…»≈ΓΘ
±μ9
ΥΡΓΔΫα”οΘΚ
Έ–Νς…¥ΒΡ–‘÷ œ‘÷χΒΡ ή“ΐ≥ωΥΌΕ»ΓΔ≈γΉλ―ΙΝΠΦΑΖΡ…¥÷ß ΐΒΡ”ΑœλΘ§Έ–Νς…¥ΒΡΟόΫα ΐ“ρ“ΐ≥ωΥΌΕ»‘ωΦ”ΕχΦθ…ΌΘ§Έ–Νς…¥ΒΡ«ΩΕ»“ρ…ζ≤ζΥΌΕ»‘ωΦ”ΕχΫΒΒΆΘ§…¥œΏΟΪ”π“ρ“ΐ≥ωΥΌΕ»‘ωΦ”Εχ‘ωΦ”ΓΘ
≈γΉλ―ΙΝΠΕ‘Έ–Νς…¥–‘÷ ΒΡ”ΑœλΚήœ‘÷χΘ§Φθ…Ό≈γΉλ―ΙΝΠΩ…ΗΡΫχΈ–Νς…¥ΒΡΨυ‘»Ε»ΦΑ…¥¥ΟΘ®œΗΫΎ¥ΟΒψ≥ΐΆβΘ©Θ§≈γΉλ―ΙΝΠΕ‘Έ–Νς…¥ΒΡœΗΫΎ”Αœλœ‘÷χΘ§“ρ¥ΥΘ§Ω…»œΈΣ‘ωΦ”≈γΉλ―ΙΝΠΘ§”…”Ύ ΙΈ–Νς…¥Αϋ≤χΒΡΚΟΘ§Ω…œ‘÷χΒΡΗΡΫχ…¥œΏΟΪ”πΦΑ«ΩΝΠ–‘÷ ΓΘ…¥œΏ÷ß ΐ”κ…¥œΏ–‘÷ °Ζ÷œύΙΊΘ§“ΜΑψ¥÷÷ß…¥ΒΡ–‘÷ ΓΔΧθΗ…Ψυ‘»Ε»ΓΔ…¥¥ΟΓΔΟΪ”πΦΑ«ΩΝΠ–‘÷ Β»ΓΘ
ΚœάμΒΡ―Γ‘ώ“ΐ≥ωΥΌΕ»ΓΔ≈γΉλ―ΙΝΠΦΑΖΡ…¥÷ß ΐΕΦΜαœ‘÷χΗΡΫχΈ–Νς…¥ΒΡ–‘÷ Θ§Ω…“‘ ΙΈ–Νς…¥¥οΒΫΉνΦ―ΒΡΧΊ–‘Θ§ΜΜ―‘÷°Θ§Ω…œώΜΖΨ≥…¥ΦΑΉΣ±≠…¥ΖΡ…¥ΦΦ θΡ«―υΘ§Έ–Νς…¥Ω…“‘ΜώΒΟΉνΦ―ΒΡΉν÷’≤ζΤΖΒΡ”ΟΆΨΓΘ