
1 高速高产
随着梳棉机产量的提高,为保证足够的梳理度,在金属针布梳棉机上,锡林速度由过去的180r/min逐步提高到360r/min(刺辊速度相应提高),产量由5 kg/台时提高到25-35kg/台时,即速度提高1倍,产量增加5-6倍。近年来,国内外高产梳棉机进一步把速度提高到450~600 r/min,产量也随着提高到45~120kg/h,即速度提高2.5~3.3倍,产量提高9~24倍,从而促进高产梳棉机的迅速发展。可以说,没有金属针布的应用,就不会有今天的高产梳棉机。因此,金属针布及以它为条件的高速梳理是现代高产梳棉机的两大要素。高产梳棉机发展的历史
分成几个阶段,见表1。
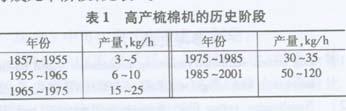
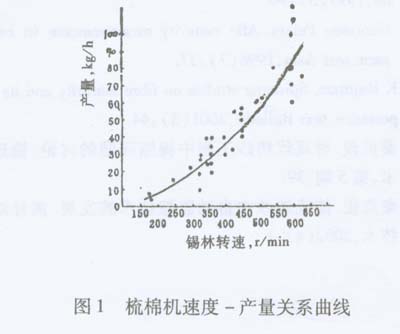
表1数据仅是一个相对的统计,图1为梳棉机速度产量的统计关系图,目前国外新梳棉机C51、C60、DK803、DK903、C501的最高锡林速度均达600r/min,MK5D中锡林(g1060)为770r/min,相当于大锡林(01290)606.5r/min,最高产量为100-120kg/h,国内新FA梳棉机(FA202、FA232、FA225、FA218等)最高锡林速度为500~600r/min,最高产量为80-100kg/h,但不论国外或国内梳棉机,其实际产量都低于最高理论产量。
2 新型针布
金属针布的应用不仅提高了梳棉机的产量,而且开创了高速梳理在梳棉机上应用的新前景,促进高产梳棉机的迅速发展,现代高产梳棉机的发展反过来又促进了新型针布的发展。随着锡林转速的提高,离心力增加,梳针上纤维滑脱趋势增加,为改善握持、分梳的能力,针齿工作角必须随锡林速度增加而减小(见表2)。随着梳棉机产量的增加,针布负荷增加,梳理度下降,为此必须设法减轻针布负荷,增加梳理度,因而锡林针布的总高随产量增高而减矮,齿密随产量增加而加密。由此就形成锡林针布向“矮、浅、尖、薄、密、小(工作角和齿形小)”的发展特点,相配套的道夫、盖板针布也向相应的方向发展。
2.1 锡林针布
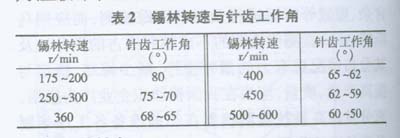
新型锡林针布(棉型)的特点为“矮、浅、尖、薄、密、小(工作角和齿形小)”,由它决定了新型针布具有优良的纺纱性能。近年来这些特点有了进一步的发展(见表3)。由25系列向20、18、15系列发展(矮齿、浅齿、齿深0.5-0.3mm);采用密齿,其齿密由860齿/(25.4mm)2到900齿/(25.4mm)2和1080齿/(25.4mm)2;采用超薄齿,其齿厚为0.5-0.4mm;超小工作角(前角余角),由60°减小至50°(前角30度增大到40度);加大横纵向齿密比,由2.3-2.6提高到4.25-3.75,提高了分梳效果。
2.2采用高碳低合金钢提高针齿齿尖的耐磨度
Graf公司的锡林针布以S或CS表示高质合金钢,据资料介绍刺辊齿条采用双成分高效能BIC02型针布,寿命可达800t产量,比普通刺辊齿条耐磨性能提高很多。ECC公司也采用耐磨钢(Duratecc)来增加针布使用寿命。根据以往资料,Graf公司锡林针布曾采用60CRV和80CrWV两种合金钢,ECC公司采用80#钢和高碳铬钢,金井公司采用80#钢和含碳量为1.05%的高碳铬钢。HOLL公司采用专用合金钢(Masterteel)制造锡林和刺辊针布,在整个使用寿命期间可以不磨针。根据国内外的研究表明,适用于锡林针布的钢丝成分主要是含合金钢元素Cr,W、V的高碳低合金钢。目前,比利时Bekaert公司提供的专用钢丝有高碳钢(B、C、D级)和合金钢(CrV、WV、CrSi和CrSiV合金钢)。
2.3 道夫针布
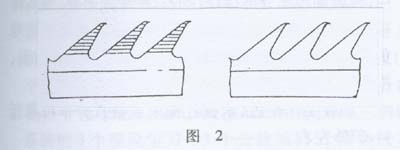
主要是解决梳棉机高速高产后,纤维的转移剥取问题,特别是锡林针布矮、浅、密、小工作角后的纤维转移和引导高速气流问题。为此:(1)道夫针布采用小前角余角(工作角);(2)增加齿高以增大齿间容量和引导高速气流;(3)圆弧形齿尖和针齿侧面加横纹(见图2),另一种不加横纹,加大道夫针布的转移剥取能力和提高针布的握持力。例如Graf的N4030BX0.9型、M5030X0.9型、ECC的8326型和8326R5型,HOLL公司的072404216型和弧形齿尖道夫针布等。
2.4 盖板针布
为适应书面叫速度、产量的提高(锡林速度高达500~600r/min,产量最高达50-140kg/h)和锡林针布的矮、浅、薄、密、小特性的配套要求,盖板针布的产品开发具有如下特点:
(1)增加梳针的抗弯性能并加强底布。
(2)改进植针排列和减小横向针尖距。采用横密型、稀密型和横向密纵向渐增的弧形曲线排列。以适应锡林针布基部宽度减小到0.5—0.4mm的配套要求,使分梳作用加强,纤维损伤减小。
(3)改善盖板针布钢丝材质,提高针尖硬度、耐磨度。一般盖板针布采用70#钢和70MnV高碳低合金钢。
3 改善刺辊部分的分梳作用
要研究刺辊部分的作用,必须同时考虑:(1)把棉束分梳成单纤维的分梳作用;(2)将杂质与纤维分离,并在高速回转中清除杂质的作用;(3)保证纤维向锡林正常转移;(4)在此分梳过程中,应尽可能避免损伤纤维。为了提高刺辊的分梳作用,可采取下列措施:(1)加强和改善对喂人棉层的握持;(2)给棉罗拉给棉板倒置式;(3)双刺辊和多刺辊装置;
(4)刺辊提高梳理速度;(5)改进梳理针布;(6)刺辊下加装附加分梳件;(7)采用刺辊吸罩和吸风尘刀。
在刺辊对棉束纤维的分梳中,常存在棉束头尾端梳理差异、棉层内外层梳理差异和棉束排列角梳理差异,这不仅降低了刺辊的梳理度,恶化了刺辊的梳理质量,而且使刺辊齿面抓取的棉束大且不匀率大。棉层内外层和棉束纤维排列角对未梳开棉束重量百分率的影响见表4。
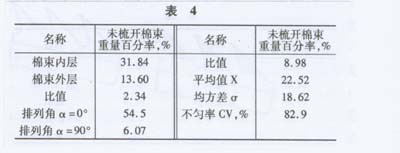
由表4可见,未梳开棉束重量百分率的不匀率达82.9%。这就使进入锡林盖板梳理区的棉束大小不匀率大,并有不少大棉束存在,加重了盖板的梳理负荷,根据第一根盖板梳理力的测定可知,不仅脉冲梳理力大,而且波动也大,第一根盖板脉冲梳理力的不匀率u=50.6%(相当于CV=63.25%),这说明刚进入盖板区的棉束大小极为不匀。
为了加强和保证对喂人棉层的握持,在高产梳棉机一般都:(1)增大加压,以保证对棉层有足够的握持力;(2)加大给棉罗拉直径(∮100),增加给棉罗拉刚性,以减少给棉罗拉给棉板变形,使横向压力均匀;(3)改变给棉罗拉形式,以改善对棉层的握持,如A186采用直齿形沟槽罗拉,A189采用螺旋齿形沟槽罗拉,DK2、DK740、DK760、C1/3等采用锯齿给棉罗拉,C4采用菱形滚花给棉罗拉。
普通直线形给棉板最大的问题是棉层内外层在握持分梳上的差异大及其与纤维损伤间的矛盾,棉层外层握持点至开始分梳点的长度短,分梳作用强,但纤维损伤的可能性大,而内层握持点至分梳点的长度长,握持控制力弱,甚至失控状态下受梳,故分梳作用弱。试验表明,内外层分梳程度的差异约一倍以上,内层的纤维损伤也就小。A186上的直线形给棉板内外层握持点至分梳点长度差为22—20.5mm左右。曾研制试验过弧形给棉板和双直线给棉板,都能部分改善内外层分梳差异问题。
倒置式给棉装置的特点是小给棉板反装在给棉罗拉上,目前C4、C10、C50、C51、C60、DK803、DK903、FA232、FA225、FA225A等梳棉机采用此种形式,使内外层握持点至分梳点的长度差减小(C4倒置式的内外层长度差为13.7—10.9mm),这就提高了握持分梳效果,减少了握持分梳差异与纤维损伤间的矛盾。
早在50年代后期,我国就试验研究了双刺辊,其主要作用为:(1)第一刺辊速度可不受锡林速比的限制,有效地提高了刺辊-给棉板间的握持分梳,如A184的第一刺辊速度为2300 r/min;(2)在第一、二刺辊间,针布的配置和回转方向是分梳作用,因而增加了一次自由分梳作用;(3)增加了一个除杂区,提高了后车肚的除杂效率。但双刺辊结构复杂,占地面积大,特别对两刺辊间的分梳作用是否能
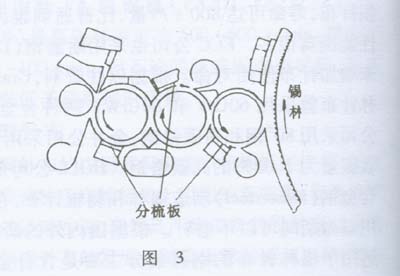
存在有争议。为了充分利用两个刺辊的分梳面,在现代的双刺辊梳棉机上,第一、二刺辊上都装了分梳板。DK803、DK903、C60、FA225高产梳棉机配置了新型刺辊系统“Webfeed”,它包括三个分梳除杂辊,每个刺辊都配有一个带吸风管的除尘刀组合件和一块分梳板(见图3),这3只刺辊包覆3种不同的针布,速度逐步增加,3只刺辊间为剥取转移作用。三刺辊系统提高了刺辊部分的分梳除杂效率,改善了转移给锡林之纤维网的梳理度、均匀度和清洁度,减轻了锡林盖板的梳理负荷,为锡林采用更密的新针布、更高的梳理速度(600r/min)和更紧的隔距创造了条件,从而减少了棉结,提高了梳理质量。
4刺辊分梳板
随着高产梳棉机产量的提高,锡林速度提高到500-600r/min,但过多加快梳理速度,会增加机器振动,气流干扰,用电和磨耗损坏增加,并有可能加剧纤维损伤,故梳理速度应“高中求低”。为此都采用扩大梳理面(如C4、FA201抬高锡林中心)和加装分梳板、固定盖板、双刺辊、双锡林等措施来增加分梳,以弥补梳理速度的加速不足,确保足够的梳理度,如C4、C50、DK760、DK803、DK903、MK5D、C501、FA232、FA225、C51、C60、CX400、FA201、FA203等都分别加装了分梳板和前后固定盖板,如表5所示。
4.1 在刺辊下加装附加分梳件
刺辊下加装附加分梳件以增加一次自由分梳作用,改善刺辊部分握持存在的三种梳理差异,提高转移给锡林棉束纤维的梳理度,减轻锡林盖板的梳理负荷。在国内首先研究的是在刺辊下加装工作辊、控制辊等附加分梳件。
加装工作辊后,未梳开棉束重量百分率可降低44.07%左右。
采用分梳辊后,虽然分梳作用提高了,但它存在:(1)结构复杂,安装维修困难;(2)与刺辊表面形成小三角区,如控制不好,在高速回转的气流中易产生涡流,形成浮游纤维和易产生棉结。因此目前缈应用,但前苏联的高产量梳棉机上还大量采用。
在刺辊下方加装一组或两组弧形分梳板,这在C1/3、C4、DK740、FA201等梳棉机上都已采用。分梳板结构简单,安装、维修、保养较分梳辊方便,而且避免了分梳辊形成的小三角区。所以目前国内外的很多高产梳棉机上都采用了这类分梳板。根据我们在FA201上的试验说明,分梳板在增加分梳和减少棉结等方面有良好的作用。但安装两组分梳板对后车肚除杂作用未见明显改善,因而刺辊下宜采用一组分梳板和一把除尘刀,这样可有两个大的落杂区,既加强分梳,又改善除杂。
根据国内外高产梳棉机刺辊下除尘刀、吸尘管、分梳板、小漏底(包括光板),调节落棉的偏转刀或托板的组合可分为两大类:(1)除尘刀+分梳板+
托板+小漏底(光板);(2)吸风尘刀+分梳板+偏转刀(或托板)+光板小漏底。前者有:(1)尘刀+分梳板(1个落杂区),如C10、C50等;(2)尘刀(单)+分梳板(2个落杂区),如DK740、FA201B、FA202、FA231、FA221A等;(3)尘刀+分梳板(托板)+小漏底(3个落杂区),如温州锦峰;(4)2套除尘刀+分梳板(2-3个落杂区),如C51、C4、C1/3、CX400等。后者有:(1)2个吸风尘刀+分梳板+偏转刀(2个落杂区),前一个偏转刀+吸风尘刀排除刺辊。给棉板分梳区的杂质和短纤维,后一个偏转刀+吸尘刀排除分梳板分梳区的杂质和短纤维,如DK760、FA221B等;(2)2套吸风尘刀+分梳板(2个落杂区),如FA232;(3)3个吸风尘刀+2个分梳板(3个落杂区),如C501、FA225A等;(4)三刺辊系统的3个吸风尘刀+3个分梳板(3个落杂区),如DK803、DK903、FA225等。
其中吸风尘刀由吸尘管和除尘刀组成,可装于分梳板的前后,一般在一个分梳区后就可设置一个吸风尘刀装置,分梳区与吸风尘刀间形成一个落杂区,并可有偏转刀或托板调节落棉量,吸风量可在250-350m3/h左右,在现代高产梳棉机上大都采用吸风尘刀,如DK903、DK 803、C501、FA221B、FA232等,以增加后车肚排除杂质、短绒的能力。
4.2 分梳板的作用效果
分梳作用程度一般都用一根纤维的平均作用齿数C来表示,C可称为梳理度。刺辊给棉板间的分梳为握持分梳,其梳理度C,可用单位时间刺辊总齿数与同一单位时间喂人的纤维根数之比值表示。
刺辊下加装分梳板后,增加了一个自由分梳区,刺辊中每个齿抓取的纤维和棉束,在此自由梳理区内就受相对应的一列分梳板齿片上的梳针梳理,因而刺辊中一个锯齿的纤维棉束受到的作用齿数即是分梳板一列齿片的齿数,而刺辊一排锯齿(A186为1016/3.175=320齿)上的棉束纤维所受的总齿数即为分梳板的总齿数。当刺辊加装分梳板后总梳理度为C1+c2(C2为分梳板的梳理度),每根纤维受到的平均梳理有效总齿数成倍增加,梳理度提高,三大梳理差异由于分梳板的梳理而改善,棉束、棉结减少。
(1)使刺辊部分增加了一个自由分梳区,每根纤维受到的平均梳理齿数增加,梳理度提高(C=C1+C2),改善了梳理效果。
(2)由于分梳板的梳理,在一定程度上弥补了刺辊部分握持分梳的三种梳理差异和部分棉束受梳作用较弱的缺陷,改善了三种梳理差异。
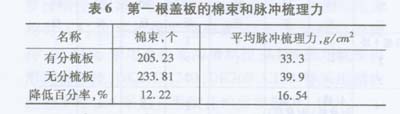
(3)使进入锡林盖板梳理区的棉束小而少(见表6),减轻了锡林盖板负荷,有利于保护盖板针布和充分发挥锡林盖板间的分梳、除杂、均混等作用。
(4)由于进入锡林盖板区的棉束减少,盖板梳针受到的脉冲梳理力小,盖板梳理负荷减轻,改善了梳理条件,可进一步减小隔距,增加盖板针密。
(5)采用分梳板代替网眼小漏底后,避免了高速高产梳棉机小漏底经常糊塞、影响质量和经常需清刷漏底等问题。
(6)改善产品质量,提高梳棉机产量。