
1 ‘≠Νœ
1.1 ‘≠ΝœΧΊΒψ
ΩΆΜßΧαΙ©ΒΡœΗ―ρΟΪœΥΈ§ «Ού―ρ…μ…œΒΡΒΉ»όΘ§œΥΈ§ΫœΤ’Ά®―ρΟΪœΗΕχΕΧΘ§ ÷Η–»α»μΘ§±Θ≈·–‘«ΩΘ§Έϋ Σ–‘ΚΟΘ§ΗΜ”–Β·–‘Θ§–‘÷ ”κ―ρ»ό”–œύΥΤ÷°¥ΠΘ§ΥΉ≥Τ"ΟύΖα»ό"ΓΘœΗ―ρΟΪœΥΈ§άκ…Δ–‘¥σΘ§«ΩΝΠΒΆΘ§œΥΈ§Φδ±ßΚœΝΠ≤νΘ§ΖΡ…¥ ±Ψ≤Βγœ÷œσ―œ÷ΊΓΘ
œΗ―ρΟΪœΥΈ§÷ς“Σ÷ ΝΩ÷Η±ξΦλ≤βΫαΙϊ»γœ¬ΘΚΤΫΨυ≥ΛΕ»39mmΘ§Ήν≥ΛœΥΈ§≥ΛΕ»56mm21mmΘ§œΗΕ»19.5umΘ§«ΩΝΠ2.1N/dtexΘ§ΜΊ≥±¬ 15ΘΞΓΘ
―Γ”Ο156dtexX 38mmΤ’Ά®Οό–ΆΕΧœΥΈ§Θ§«ΩΝΠ4.9NΘ·dtexΘ§ΜΊ≥±¬ 0.4ΘΞΓΘ
1.2 œΗ―ρΟΪ‘Λ¥Πάμ
ΫηΦχΟΪΖΡ…ζ≤ζΒΡΨ≠―ιΘ§Ε‘œΗ―ρΟΪœΥΈ§Ϋχ––‘Λ¥ΠάμΓΘ≥Τ»Γ“ΜΕ®÷ΊΝΩΒΡœΗ―ρΟΪœΥΈ§Θ§ ÷ΙΛ≥δΖ÷ΥΚ≥ΕΘ§Α¥œΗ―ρΟΪ÷ΊΝΩ2ΘΞ±»άΐΘ§≥Τ»Γ2001–ΆΚΆΟΪ”ΆΘ§ΉΑ»κ≈γΈμΤςΓΘœΗ―ρΟΪ÷π≤ψΤΫΤΧΒΊ…œΘ§÷π≤ψΨυ‘»≈γ”ΆΘ§Άξ≥…Κσ”Ο±ΓΡΛ’ΎΗ«Θ§Ε―÷Ο16hΓΘ
1.3 ‘≠ΝœΜλΚΆΖΫ ΫΚΆΆΕΝœ±»
œΗ―ρΟΪΚΆΕΧœΥΈ§ΒΡΜλΚΆΘ§≤…”Ο ÷ΙΛΜλΝœΖΫ ΫΓΘΫΪ‘Λ¥ΠάμΙΐΒΡœΗ―ρΟΪΚΆΕΧœΥΈ§Α¥œύ”Π≈δ±»≥Τ»Γ÷ΊΝΩΚσΘ§≤…”Ο ÷ΙΛΥΚ≥ΕΘ§ Βœ÷‘≠ΝœΩιΉ¥œ¬ΒΡΨυ‘»ΜλΚΆΓΘ
œΗ―ρΟΪΚΆΒΡΆΕΝœ±»“ΣΗυΨί ‘≤ζ÷–«ε α¬δΟόΝΩ“‘ΦΑ¬δΟό÷–œΗ―ρΟΪΥυ’ΦΒΡ±»άΐΕχΕ®ΓΘΈΣ±Θ÷Λ≥……¥÷–œΗ―ρΟΪΒΡΚ§ΝΩΘ§œΗ―ρΟΪΆΕΝœΗ…÷ΊΟΜΕ®ΈΣ23ΘΞΘ§ΆΕΝœΗ…÷Ί…ηΕ®ΈΣ77ΘΞΓΘ
2 ΙΛ“’Νς≥Χ
ΜλΚΆΝœ ÷ΙΛΨυ‘»ΈΙ»ΥA006BΟόœδ“ΜA036CΚά÷μΩΣΟόΜζ“ΜA092AΟόœδ“ΜA076C≥…ΨμΜζ“Μ»Υ186F αΟόΜζA272F≤ΔΧθΜζ“ΜA272F≤ΔΧθΜζ“ΜA272F≤ΔΧθΜζ“ΜA454E¥÷…¥Μζ“ΜFA502œΗ…¥Μζ“ΜN07-U¬γΆ≤Μζ
3 ΗςΙΛ–ρ÷ς“ΣΙΛ“’ΦΦ θ¥κ ©
3.1 ΩΣ«εΟό
Ια≥Ι"ΕύΥ…«α¥ρ"ΒΡΙΛ“’‘≠‘ρΘ§Ης≤Ω¥ρ ÷ΥΌΕ» Β±ΫΒΒΆΘ§Φθ…Ό¥ρΜςΝΠΕ»ΚΆ¥Έ ΐΘ§ΨΓΝΩΦθ…ΌœΥΈ§Υπ…ΥΓΘ≥…ΨμΜζ≤…”ΟΒγΉ”Ή‘Βς‘»’ϊΉΑ÷ΟΘ§‘Υ”Ο’ώΒ¥ ΫΟόœδΘ§ΩΊ÷ΤΟόΨμ÷ΊΝΩ≤Μ‘»¬ ΓΘ
«εΜ®÷ς“ΣΙΛ“’≤Έ ΐΘΚΕ®ΝΩΗ…÷Ί371.05g/mΘ§ΟόΨμΕ®≥Λ315mΘ§A036C¥ρ ÷ΥΌΕ»600rΘ·minΘ§A076C¥ρ ÷ΥΌΕ»720rΘ·minΓΘΟόΨμ Β≤β÷ ΝΩ÷Η±ξΘΚ÷ΊΝΩ≤Μ‘»¬ 11ΘΞΓΘ
3.2 αΟό
Ια≥Ι"Φθ…ΌœΥΈ§Υπ…ΥΘ§Υ≥άϊΉΣ“Τ"ΒΡΙΛ“’‘≠‘ρΓΘ ‘≤ζΙΐ≥Χ÷–ΟόΆχΜψΨέ≥…Χθ ±≥ωœ÷ΝΥάΟΆχΓΔΤ°ΆχΓΔ¬δΆχœ÷œσΘ§¬δΟό÷–”»Τδ «Η«ΑεΜ®÷–Θ§œΗ―ρΟΪœΥΈ§±»άΐΟςœ‘Ιΐ¥σΓΘ≤…»Γ“‘œ¬¥κ ©ΚσΘ§ ’ΒΫΝΥΟςœ‘–ßΙϊΓΘΫΒΒΆ¥ΧΙθΉΣΥΌΚΆΈΐΝ÷ΉΣΥΌΘ§Φθ…Ό αάμΙΐ≥Χ÷–ΒΡœΥΈ§Υπ…ΥΘ§Φθ…ΌΟόΫαΘΜ―Γ”ΟΫœΒΆΒΡΒάΖρΥΌΕ»Θ§ ΙΟόΆχ‘ωΚώΘ§Φθ«αΤ°ΆχΓΔ¬δΆχœ÷œσΘΜΫΒΒΆΗ«ΑεœΏΥΌΕ»Θ§Ζ≈¥σΈΐΝ÷”κΗ«ΑεΒΡΗτΨύΓΘ
αΟό÷ς“ΣΙΛ“’≤Έ ΐΘΚΕ®ΝΩΗ…÷Ί20792Θ·5mΘ§¥ΧΙθΥΌΕ»590rΘ·minΘ§ΈΐΝ÷ΥΌΕ»300rΘ·minΘ§ΒάΖρΥΌΕ»18rΘ·min,ΈΐΝ÷÷ΝΗ«ΑεΗτΨύ0.305ΓΔ0.305ΓΔ0.254ΓΔ0.254ΓΔ0.305nunΓΘ
…ζΧθ Β≤β÷ ΝΩ÷Η±ξΘΚΟόΫα0ΝΘΘ§»χ œΧθ«ß24.48ΘΞ
3.3 ≤ΔΧθ
≤…»Γ»ΐΒά≤ΔΚœΘ§“‘±Θ÷Λ≤ΔΚœΨυ‘»Θ§ΧαΗΏœΥΈ§…λ÷±Ε»ΘΜΫΒΒΆ≤ΔΧθ«Α¬όά≠ΥΌΕ»Θ§Φθ…ΌœΥΈ§≤χ»ΤΤΛΙθœ÷œσΘ§Φθ…Ό…ζ≤ζ÷–ΒΡΕœΧθΓΘΕ® ±«εΫύΟόΧθΆ®ΒάΘ§±Θ÷ΛΆ®ΒάΙβΫύΘ§Φθ«αΕ¬ΧθΓΔά≠ΟΪœ÷œσΓΘ
≤ΔΧθ÷ς“ΣΙΛ“’≤Έ ΐΘΚ»ΐΒά≤ΔΧθΨυ≤…”Ο8Ηυ≤ΔΚœΘ§ΆΖ≤ΔΕ®ΝΩΗ…÷Ί20.12g/5mΘ§Κσ«χ«Θ…λ±Ε ΐ1.797±ΕΘΜΕΰ≤ΔΕ®ΝΩΗ…÷Ί18.5g/5mΘ§»ΐ≤ΔΕ®ΝΩΗ…÷Ί18.0sΘ·5mΓΘ≤ΔΧθ Β≤β÷ ΝΩ÷Η±ξΘΚ»χ œΧθΗ…ΆΖ≤Δ17.17ΘΞΘ§Εΰ≤Δ13.6ΘΞΘ§»ΐ≤Δ11.98ΘΞΓΘ
3.4 ¥÷…¥
¥÷…¥ΙΛ–ρ÷ς“Σ «ΩΊ÷Τ¥÷…¥ΧθΒΡ…λ≥Λ¬ ΚΆΧθΗ…≤Μ‘»Θ§“ρ¥Υ≤…»ΓΝΥΫΒΒΆ¬όά≠ΥΌΕ»Θ§Φθ…ΌœΥΈ§≤χ»ΤΤΛΙθΘ§―Γ‘ώ Β±ΒΡ¥÷…¥ΡμœΒ ΐΒ»¥κ ©ΓΘ ‘≤ζΙΐ≥Χ÷–¥÷…¥…ηΦΤΡμΕ»2.78ΡμΘ·10cmΘ§œΗ…¥ΜζΧ®≥ωœ÷”≤ΆΖΓΔΕœΆΖΫœΕύΘ§ΒςΒΆ¥÷…¥…ηΦΤΡμΕ»ΚσΘ§ΫβΨωΝΥœΗ…¥Μζ≥ω”≤ΆΖΈ ΧβΓΘ
¥÷…¥÷ς“ΣΙΛ“’≤Έ ΐΘΚΕ®ΝΩΗ…÷Ί4.58g/lOmΘ§ΦΤΥψΡμΕ»2.47ΡμΘ·lOcmΘ§«Θ…λ7.9±ΕΘ§≥ΒΥΌ210rΘ·minΓΘ¥÷…¥ Β≤β÷ ΝΩ÷Η±ξΘΚ»χ œΧθΗ…17.78ΘΞΘ§ΡμΕ»2.40ΡμΘ·lOcmΓΘ
3.5 œΗ…¥
ΫΒΒΆΕßΥΌΚΆ≥ΒΥΌΘ§ Ι¥Π”ΎΝΦΚΟΉ¥Χ§Θ§Φθ…ΌœΥΈ§≤χ»ΤΘ§ΫΒΒΆœΗ…¥ΕœΆΖ¬ ΓΘ≤…”ΟΫχΩΎ”≈÷ “ΓΦήΘ§Έ»Ε®¬όά≠Φ”―ΙΘ§Έ»Ε®«Θ…λΝΠΘ§ΧαΗΏ≥……¥ΧθΗ…Ψυ‘»Ε»ΓΘ
œΗ…¥÷ς“ΣΙΛ“’≤Έ ΐΘΚΕ®ΝΩΗ…÷Ί1.79Θ·100mΘ§«Α¬όά≠ΥΌΕ»225rΘ·minΘ§ΦΤΥψΡμΕ»85.2ΡμΘ·lOcmΘ§¬όά≠Φ”―Ι15X7X 12kœΠΥΪΕßΘ§Η÷ΥΩ»Π6903-2Θ·0–ΆΘ§«·ΩΎΗτΨύ3.5mmΓΘ
3.6 ¬γΆ≤
―Γ”ΟΫœΒΆΒΡ¬γΆ≤ΥΌΕ»Θ§Φθ…Ό…¥œΏΕœΆΖΘ§ΧαΗΏ≥……¥ΧθΗ…Υ°ΤΫΘΜ±Θ≥÷…¥ΧθΆ®ΒάΙβΫύΈόΟΪ¥ΧΘ§Φθ…ΌΟΪ”πΓΘ
¬γΆ≤÷ς“ΣΙΛ“’≤Έ ΐΘΚ≤έΆ≤ΥΌΕ»800rΘ·minΘ§’≈ΝΠ≈Χ÷Ί
4 ≥……¥÷ς“Σ÷ ΝΩ÷Η±ξ
œΗ―ρΟΪ”κΜλΖΡΟόΖΡ…¥œΏ «“Μ÷÷–¬–Ά≤ζΤΖΘ§ΡΩ«Α…–ΈόΙζΦ“±ξΉΦΚΆ––“Β±ξΉΦΘ§ΚœΆ§“Σ«σ≤Έ’’FZΘ·T12005-1998Τ’ αΒ””κΟόΜλΖΡ±Ψ…Ϊ…¥œΏ±ξΉΦ÷¥––ΓΘ≥……¥÷ς“Σ÷ ΝΩ÷Η±ξΆξ≥…«ιΩωΦϊ±μ1ΓΘ
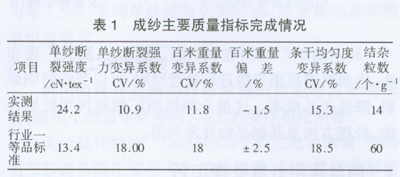
¥”±μ1Ω…“‘Ω¥≥ωΘ§Β”80Θ·œΗ―ρΟΪ20 18.3tex?άΞΖΡ…¥Ηςœν÷ς“Σ÷ ΝΩ÷Η±ξ»ΪΟφ¥οΒΫΙζΦ“––“Β±ξΉΦ“ΜΒ»ΤΖ÷Η±ξ“Σ«σΘ§ΩΆΜß Ι”ΟΚσ °Ζ÷¬ζ“βΓΘ
5 Ϋα”ο
(1)œΗ―ρΟΪΒΡ≥ΛΕ»άκ…ΔΕ»¥σΘ§«ΩΝΠΒΆΘ§«ε αΙΛ–ρ¬δœ¬ΒΡ±»άΐ¥σΘ§ΈΣ±Θ÷Λ≥……¥÷–œΗ―ρΟΪΒΡΚ§ΝΩΘ§ΆΕΝœ ±“ΣΦ”¥σœΗ―ρΟΪΒΡ±»άΐΓΘ
(2)ΖΡ…¥«ΑΕ‘œΗ―ρΟΪ Β ©‘Λ¥ΠάμΓΘΦ”»κ ΝΩΒΡΚΆΟΪ”ΆΘ§‘ω«ΩΩ…ΖΡ–‘Θ§ «Υ≥άϊΖΡ…¥ΒΡΙΊΦϋΓΘ
(3)―Γ‘ώ Β±ΒΡ¥÷…¥ΡμœΒ ΐΘ§―Γ‘ώΉ¥Χ§ΝΦΚΟΒΡœΗ…¥ΜζΧ®Θ§”≈Μ·œΗ…¥ΙΛ“’Θ§Φθ…ΌœΗ…¥ΙΛ–ρ≥ω"”≤ΆΖ"ΓΘ
(4)ΫœΗΏΒΡ≥ΒΦδœύΕ‘ ΣΕ» «±Θ÷Λ…ζ≤ζΉ¥Χ§Έ»Ε®ΓΔ αΟόΥ≥άϊ≥…ΧθΓΔœΗ…¥ΕœΆΖΦθ…ΌΒΡ÷Ί“Σ¥κ ©÷°“ΜΓΘ